





Technology
DHR237 銅タングステン 複合サンプル
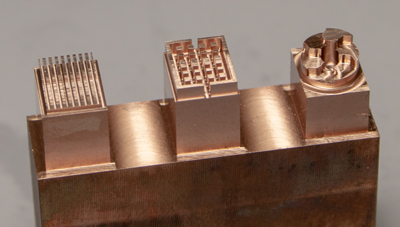
被削材 : 銅タングステン(W70%-Cu30%)
加工サイズ : 6.5×8mm 加工深さ1.5mm(微細スリット形状)
6.5×8mm 加工深さ1.5mm(微細角柱形状)
6.5×8mm 加工深さ3mm(円柱段形状)
使用工具
DHR237

●銅電極の加工に特化したロングネックスクエアエンドミル。
●切削性の高さと仕上げ面品位を両立させるねじれ角【37.5°】を採用し、加工面への横スジ発生を抑制します。
●最適化された刃形状とDLC コーティングにより、長時間の高品位かつ安定した加工が可能です。
●銅タングステン電極の加工にも有効です。
切削条件と測定結果
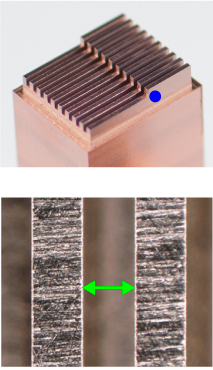
微細スリット形状
【切削条件】
| 加工工程 | 荒取り(溝加工) | 仕上げ(側面加工) |
| 使用工具 | DHR237 Φ0.3×1 | DHR237 Φ0.3×2 |
| 回転数 (min-1) |
25,000 | |
| 送り速度 (mm/min) |
200 100※ |
150 |
| 切込み量 ap×ae(mm) |
ap 0.01 ap 0.005※ |
0.1×0.005 |
| 残し代 (mm) |
0.005 | - |
| クーラント | 不水溶性切削油 | |
| 加工時間 | 42分 | 12分 |
※ガイド部(上面から-0.05mmまで)の加工
【測定結果】
側面部
| 表面粗さ | Ra 0.101 µm |
測定機:レーザー顕微鏡 VK-X250
溝幅
| 溝幅狙い値 | 0.310mm |
| 溝幅実測値 | 0.307mm |
測定機:測定顕微鏡 MM-60
| 倒れ | 0.001mm以内 |
【加工のポイント】
スリット形状の倒れ量を極力小さくするため、以下の方法で加工を行いました。
1.溝上面から -0.05mm の位置までは、
送り速度と切込み量を下げ、工具の倒れを抑制するためのガイドを加工します。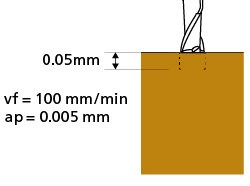
送り速度と切込み量を下げ、工具の倒れを抑制するためのガイドを加工します。
2.ガイドより下部を通常の切削条件にて加工します。
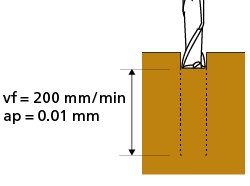
3.ガイドの効果で工具倒れが抑制され、
倒れの少ない高精度なスリット形状を加工することが出来ました。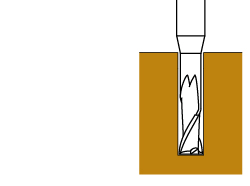
倒れの少ない高精度なスリット形状を加工することが出来ました。
微細角柱形状
【切削条件】
| 加工工程 | 荒取り | 仕上げ | ||
| 溝加工 | 側面加工 | |||
| 使用工具 | DHR237 Φ0.5×1.5 | |||
| 回転数 (min-1) |
26,000 | |||
| 送り速度 (mm/min) |
500 | 550 | ||
| 切込み量 ap×ae(mm) |
ap0.07 | 0.3×0.02 | 0.3×0.005 | |
| 残し代 (mm) |
0.05 | 0.005 | - | |
| クーラント | 不水溶性切削油 | |||
| 加工時間 | 13分 | |||
【測定結果】
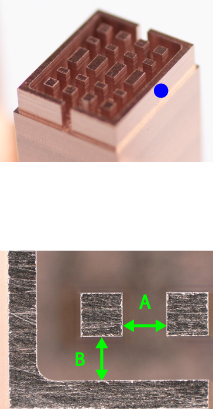
側面部
| 表面粗さ | Ra 0.197 µm |
測定機:レーザー顕微鏡 VK-X250
| A | B | |
| 溝幅狙い値 | 0.600mm | 0.600mm |
| 溝幅実測値 | 0.601mm | 0.599mm |
| 倒れ | 0.001mm以内 |
測定機:測定顕微鏡 MM-60
円柱段形状
【切削条件】
| 加工工程 | 荒取り | 仕上げ | |
| Φ1.8ヘリカル加工 | 側面加工 | ||
| 使用工具 | DHR237 Φ0.8×3 | ||
| 回転数 (min-1) |
12,000 | ||
| 送り速度 (mm/min) |
500 | ||
| 切込み量 ap×ae(mm) |
ap0.02 (ヘリカルR=0.25) |
0.5×0.02 | 0.5×0.005 |
| 残し代 (mm) |
0.25 | 0.005 | - |
| クーラント | 不水溶性切削油 | ||
| 加工時間 | 33分 | ||
【測定結果】
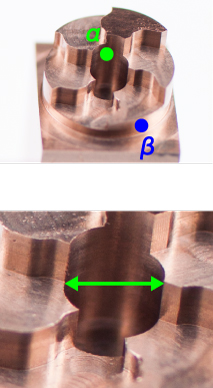
表面粗さ
| α | β |
| Ra 0.182 µm | Ra 0.176 µm |
測定機:レーザー顕微鏡 VK-X250
中心穴直径
| 狙い値 | 1.800mm |
| 実測値 | 1.797mm |
測定機:測定顕微鏡 MM-60