





Technology
PCDSE 超硬合金 コネクタモデル
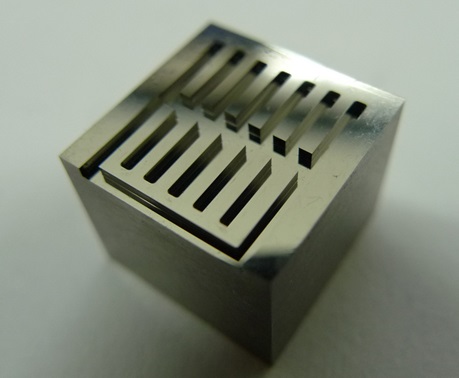
ワークサイズ 10×10(mm)(加工深さ0.5mm)
被削材 : 超硬合金 92.5HRA
加工時間 : 21時間59分
超硬合金への長時間加工でも、日進工具のPCD工具は高品位な仕上げ面が実現可能です。
使用工具
PCDSE

●超硬合金の切削加工において安定した良好な切削面を実現。
●超精密加工で要求されるナノレベルの表面粗さを得ることが可能。
●耐摩耗性と耐欠損性の両立を図れるNS独自の刃形状を採用。
製品紹介はこちら サイズラインアップ・切削条件はこちら
切削条件
| 加工工程 | 荒取り | 等高線仕上げ | 底面仕上げ |
| 使用工具 | DCMS Φ0.3 | PCDSE Φ0.5 | |
| 回転数 (min-1) |
120,000 | 120,000 | 120,000 |
| 送り速度 (mm/min) |
150 | 100 | 50 |
| 切込み量 ap×ae(mm) |
0.0015×0.1 | 0.002×0.001 | 0.0005×0.002 |
| 加工距離 (m) |
98 | 64 | |
| クーラント | 不水溶性切削油 | ||
| 加工時間 | 10時間57分 | 11時間2分 | |
コメント
加工寸法の誤差は±0.002mmでした。
側面部と平面部の表面粗さはそれぞれRa17.0nm/Rz96nmとRa0.7nm/Rz8nmでした。
荒取りでは主軸負荷を軽減することを目的に、Φ0.3の工具を使用しました。