





Technology
DHR237 タフピッチ銅 加工面品位比較
被削材 : タフピッチ銅
ワークサイズ : 8×15mm
加工深さ : 12mm
使用工具
DHR237

●銅電極の加工に特化したロングネックスクエアエンドミル。
●切削性の高さと仕上げ面品位を両立させるねじれ角【37.5°】を採用し、加工面への横スジ発生を抑制します。
●最適化された刃形状とDLC コーティングにより、長時間の高品位かつ安定した加工が可能です。
●銅タングステン電極の加工にも有効です。
切削条件
| 加工工程 | 側面仕上げ | ||
| 使用工具 | DHR237 Φ3×15 |
他社品1 Φ3×12 |
他社品2 Φ3×15 |
| 回転数 (min-1) |
10,000 | ||
| 送り速度 (mm/min) |
600 | ||
| 切込み量 ap×ae(mm) |
4.5×0.03 | ||
| クーラント | 不水溶性切削油 | ||
コメント
加工面比較
DHR237は10時間の加工でも高品質な表面粗さを維持できました。
他社製品では加工面粗さを一定に保つことができませんでした。
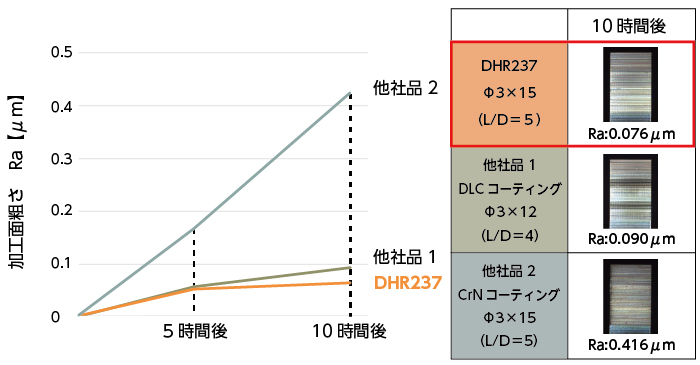
測定機:非接触三次元測定装置 NH-3SP
工具寿命比較
ねじれ角37.5°によりバリやうねり、切削負荷を低減できました。
工具寿命を他社品の2倍以上に伸ばすことができました。
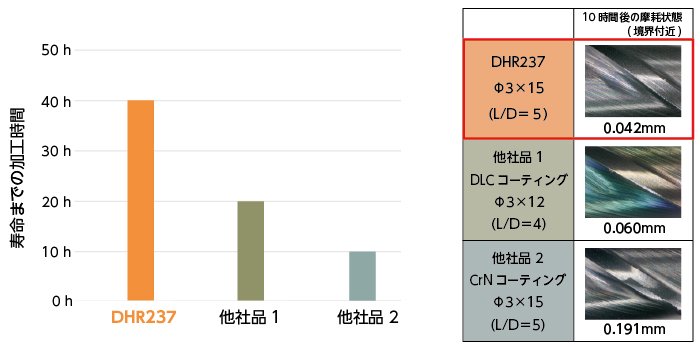
測定機:測定顕微鏡 MM-40
バリ高さ比較
上面部のバリ発生を抑え、シャープなエッジが加工できました。
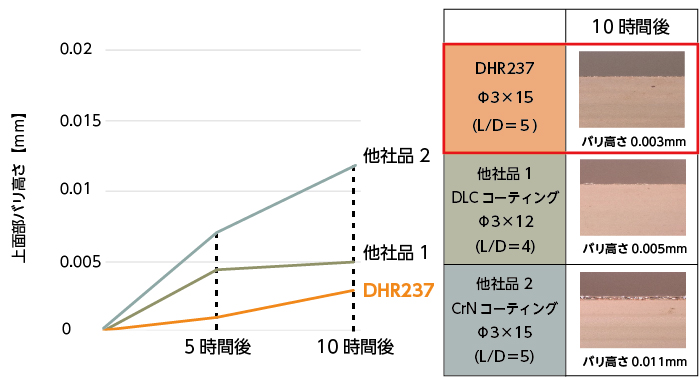
測定機:測定顕微鏡 MM-40