





Technology
DHR237R タフピッチ銅
曲面·勾配3°形状 加工面品位比較
被削材 : タフピッチ銅
ワークサイズ : 50×50mm
加工深さ : 12mm
総加工時間 : 11時間16分
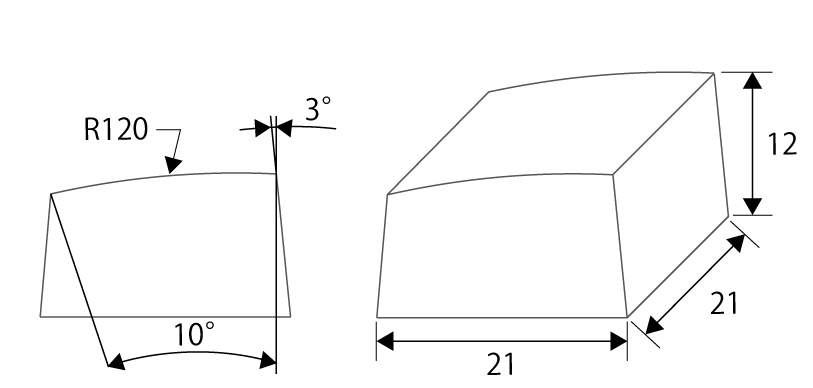
図の形状を8個(2ワーク)加工しました。
単位:mm
使用工具
DHR237R(ロングネックラジアス)

●銅電極の加工に特化したロングネックラジアスエンドミル。
●切削性の高さと仕上げ面品位を両立させるねじれ角【37.5°】と最適化した刃先形状で、加工面品位が向上します。
●最適化された刃形状とDLC コーティングにより、長時間の高品位かつ安定した加工が可能です。
●銅タングステン電極の加工にも有効です。
切削条件
| 加工工程 | 荒取り |
中仕上げ (R120曲面部) |
仕上げ | ||
| 溝加工 | 等高線加工 | 走査線加工 | 走査線加工 | 等高線加工 | |
| 使用工具 | DHR237R Φ3×R0.2×12 荒取りから仕上げまで工具1本で加工 |
||||
|
回転数 (min-1) |
14,000 | ||||
|
送り速度 (mm/min) |
1,500 | 3,000 | 1,000 | ||
|
切込み量 (mm) |
ap0.06 | ap0.12 ae1.5 |
ae0.05 | ae0.03 | ap0.03 |
|
残し代 (mm) |
0.03 | - | |||
| クーラント | 不水溶性切削油 | ||||
|
加工時間 (1ワークあたり) |
1時間6分 | 4時間32分 | |||
加工結果
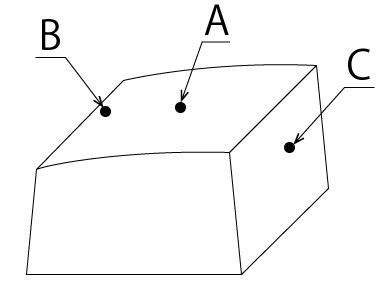
表面粗さ
測定位置は図の箇所です。
1個目測定結果
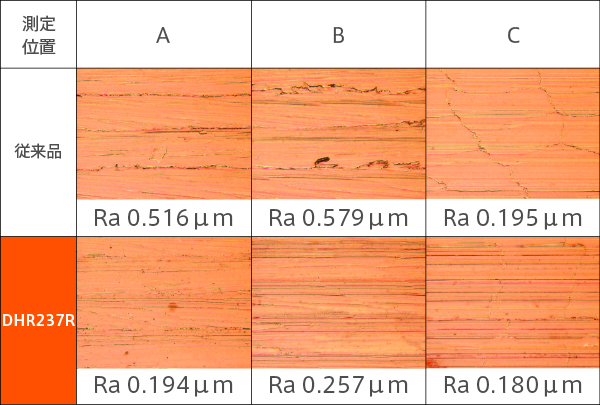
8個目測定結果
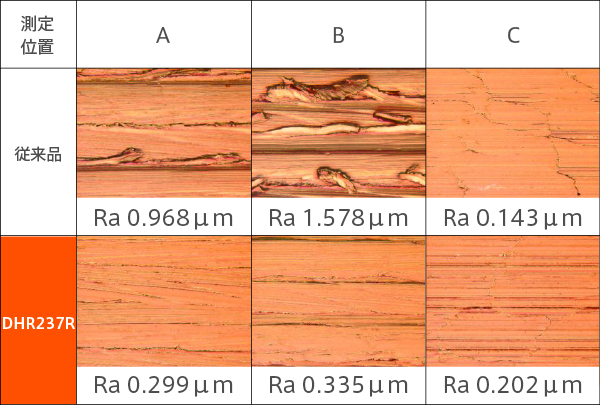
測定機:レーザー顕微鏡 VK-X250
撮影レンズ倍率:×100
DHR237Rは、むしれの無い安定した加工面を得られます。
工具摩耗
コーナ付近の摩耗状態観察結果
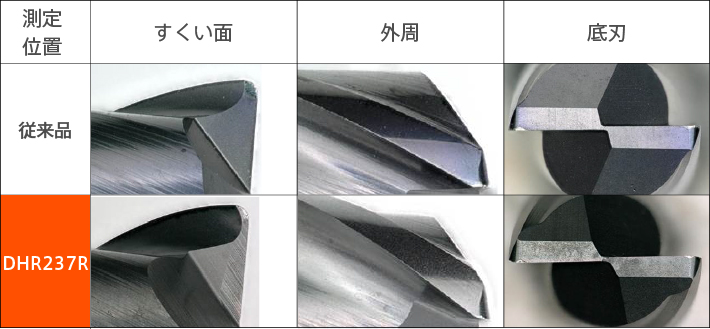
測定機:デジタルマイクロスコープ VHX-6000
撮影レンズ倍率:×100
DHR237Rは、DLCコーティングにより摩耗進行を抑えることができるため、安定した加工面を持続させることができます。