English
お知らせ
お問い合わせ
サイトマップ
グループ会社
株式会社日進エンジニアリング
株式会社牧野工業
NS TOOL USA, INC
日進工具香港有限公司
グループ会社
閉じる
製品情報
事例・技術情報
会社情報
採用情報
IR情報
サイト内検索
製品を探す
スクエアエンドミル
Square End Mill
ボールエンドミル
Ball End Mill
ラジアスエンドミル
Radius End Mill
テーパーエンドミル
Taper End Mill
テーパーボールエンドミル
Taper Ball End Mill
テーパーラジアスエンドミル
Taper Radius End Mill
その他 製品情報
閉じる
TOP
製品情報
製品紹介
NS TOOL エンドミルの特長
Product
NS TOOL エンドミルの特長
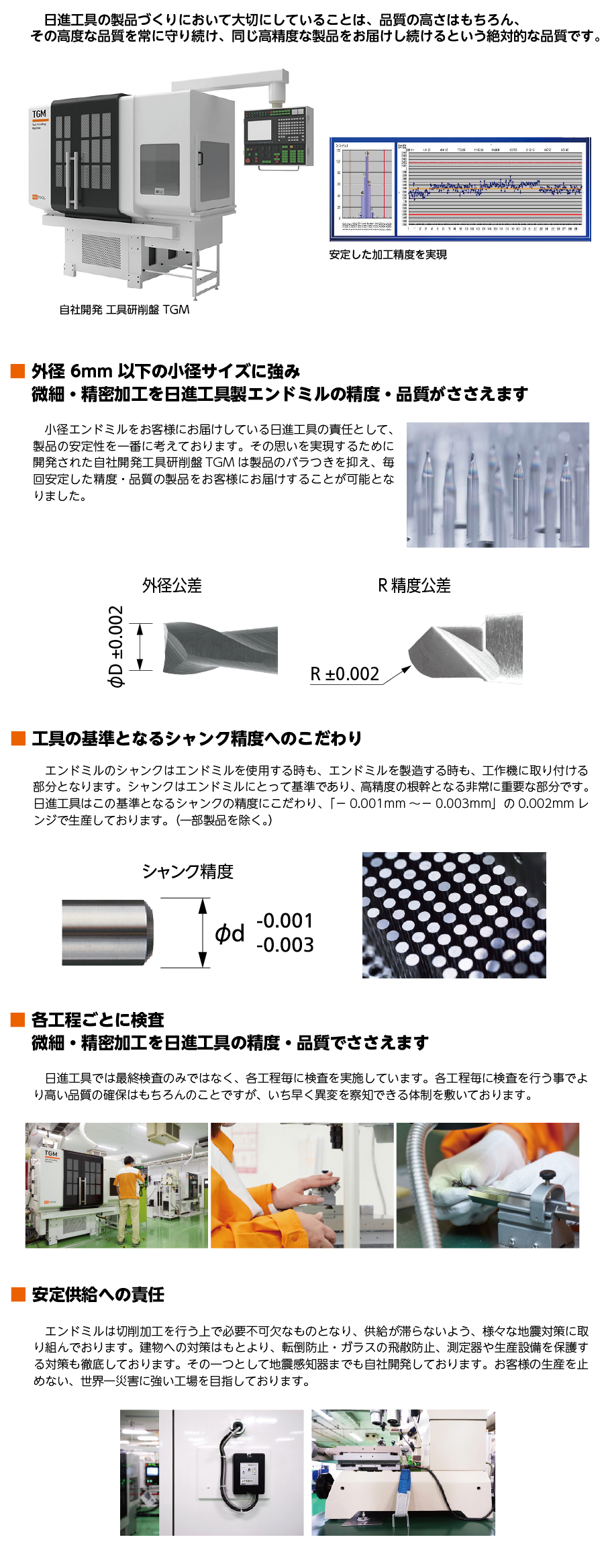
安定した高精度・品質を守り続けるモノづくりへのこだわり
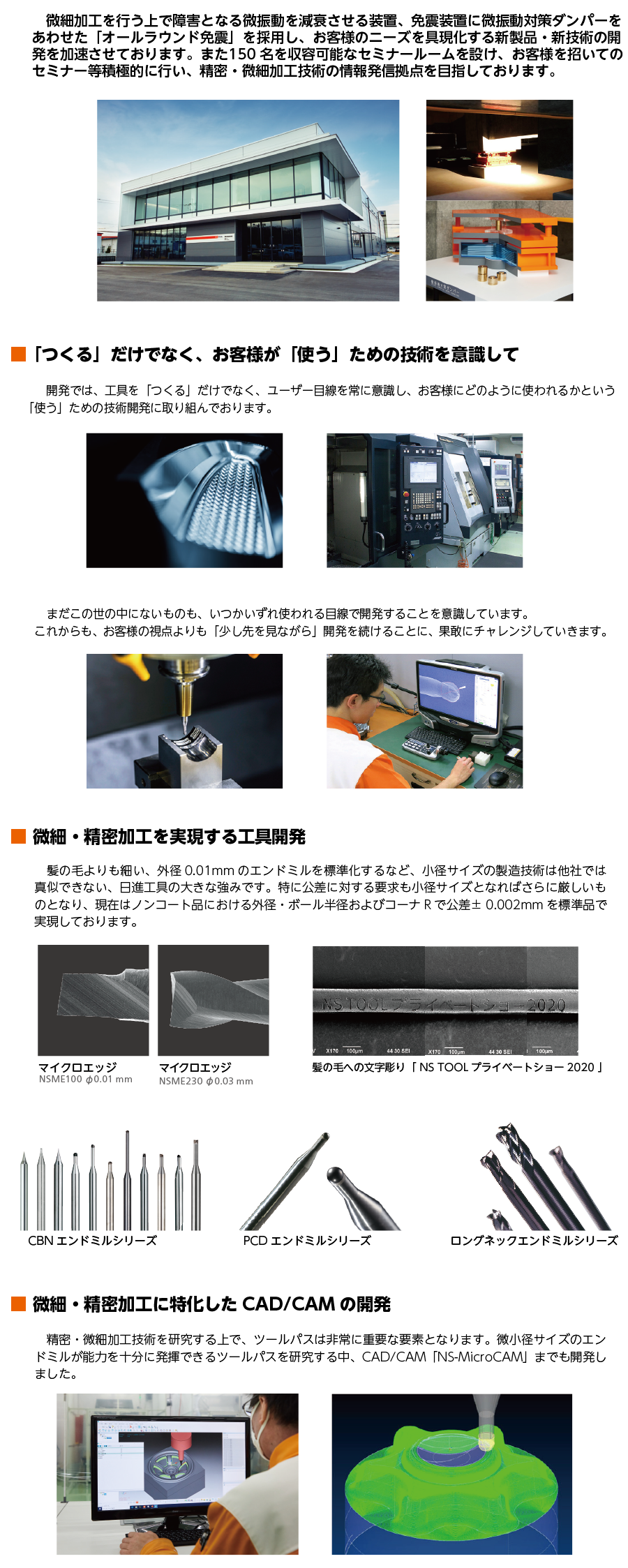
最新鋭の環境と設備がそろう開発センター
製品情報
製品情報トップ
製品検索
製品紹介
製品紹介
NS TOOL コアライン
NS TOOL オリジナルコーティングの特長
NS TOOL エンドミルの特長
CBNコアライン
PCDコアライン
マイクロエッジシリーズ
無限コーティングプレミアムPlus
無限コーティングプレミアム
全刃長タイプ
無限コーティングプレミアム
ロングネックタイプ
無限コーティング
全刃長タイプ
無限コーティング
ロングネックタイプ
テーパ刃シリーズ
高能率加工シリーズ
アルミ加工シリーズ
銅電極加工シリーズ
樹脂加工シリーズ
グラファイト加工シリーズ
硬脆材加工シリーズ
ノンコーティング
Xコーティング
単結晶ダイヤモンド
ドリルシリーズ
ねじ切りシリーズ
面取りシリーズ
再研磨品
NS MicroCAM