





Technology
DHR237R 銅タングステン
プレス金型電極モデル

ワークサイズ 30×35(mm)
(加工深さ 1.0mm)
被削材 : 銅タングステン
総加工時間 : 2時間5分
使用工具
DHR237R

●銅電極の加工に特化したロングネックラジアスエンドミルです。
●切削性と仕上げ面品位を両立させるねじれ角【37.5°】と最適化した刃先デザインで、加工面品位が向上します。
●最適化された刃形状とDLC コーティングにより、長時間の高品位かつ安定した加工が可能です。
●銅タングステン電極の加工にも有効です。
切削条件
荒取り・中仕上げ
| 加工工程 | 荒取り | 中仕上げ | ||
| 等高線 | 溝 | 平面 | 側面 | |
| 使用工具 | DHR237R Φ1×R0.1×3 | |||
|
回転数 (min-1) |
23,000 | |||
|
送り速度 (mm/min) |
2,200 | 1,000 | 2,200 | |
|
切込み量 (mm) |
ap0.054 ae0.55 |
ap0.027 | ae0.05 | ap0.03 |
|
残し代 (mm) |
0.05 | 0.03 | ||
| クーラント | 水溶性切削油 | |||
| 加工時間 | 23分 | 30分 | ||
仕上げ
| 加工工程 | 仕上げ | |||
| 平面 | 側面 | |||
| 使用工具 | DHR237R Φ1×R0.1×3 | |||
|
回転数 (min-1) |
23,000 | |||
|
送り速度 (mm/min) |
1,100 | |||
|
切込み量 (mm) |
ae0.05 | ap0.02 | ||
| クーラント | 水溶性切削油 | |||
| 加工時間 | 1時間12分 | |||
※荒取り・中仕上げ工程で1本、仕上げ工程で1本の計2本で加工しました。
加工結果
加工形状詳細
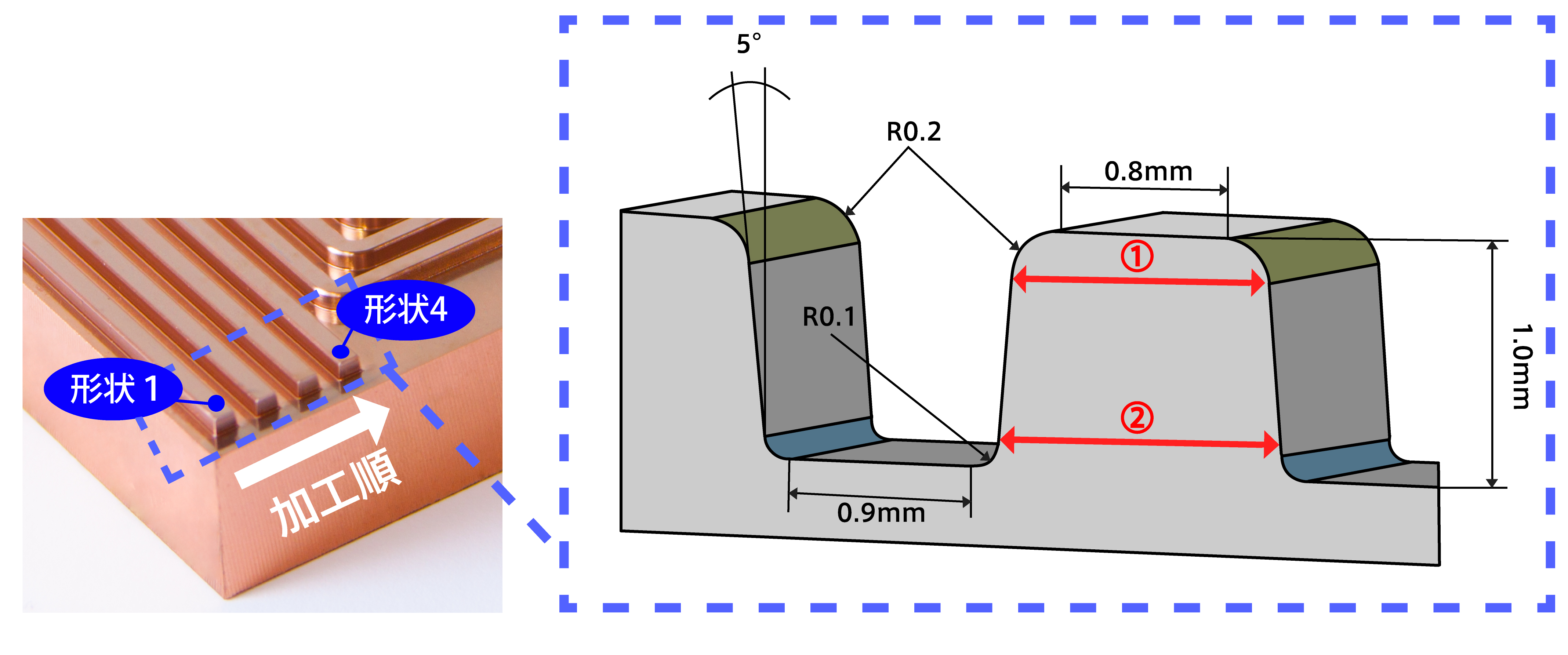
加工精度
| 測定位置 | 幅測定① 【上面より0.2mm下がった所で測定】 |
幅測定② 【上面より0.8mm下がった所で測定】 |
| 狙い値 | 1.202mm | 1.307mm |
| 形状1 | 1.203mm 加工誤差:0.001mm |
1.311mm 加工誤差:0.004mm |
| 形状4 | 1.207mm 加工誤差:0.005mm |
1.314mm 加工誤差:0.007mm |
表面粗さ
単位(μm)
| 形状1 | 形状4 | |||
| 側面 | Ra:0.159 Rz:1.403 |
Ra:0.139 Rz:1.018 |
||
| 底面 | Ra:0.055 Rz:0.516 |
|||
工具摩耗
コーナ付近の摩耗状態観察結果
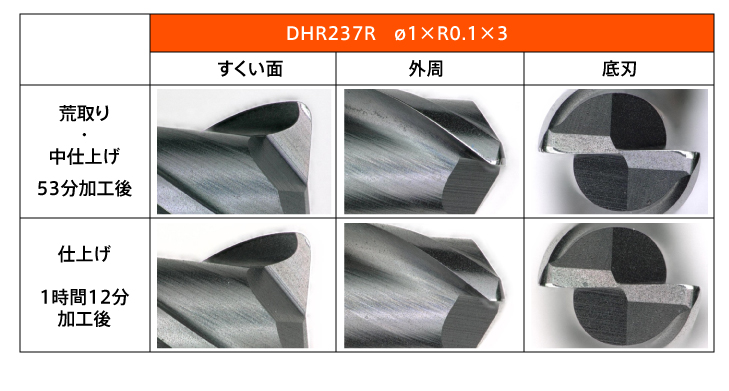
DHR237Rは、長時間の銅タングステンの加工でも、加工精度と表面粗さを維持することができます。