





Technology
PCDRB 鏡面サンプルモデル
被削材 : STAVAX(52HRC)
ワークサイズ : 60×40mm
加工深さ : 19.48mm
クーラント : 不水溶性切削油
加工時間 : 16時間11分
使用工具
PCDRB

●安定した加工面を得るためのユニークな工具デザイン。
●3次元仕上げ加工においてナノレベルの表面粗さを得られ、磨きレスが可能。
●バージョンアップした刃先デザインが、加工面品位の更なる安定化を実現しました。
切削条件

加工結果
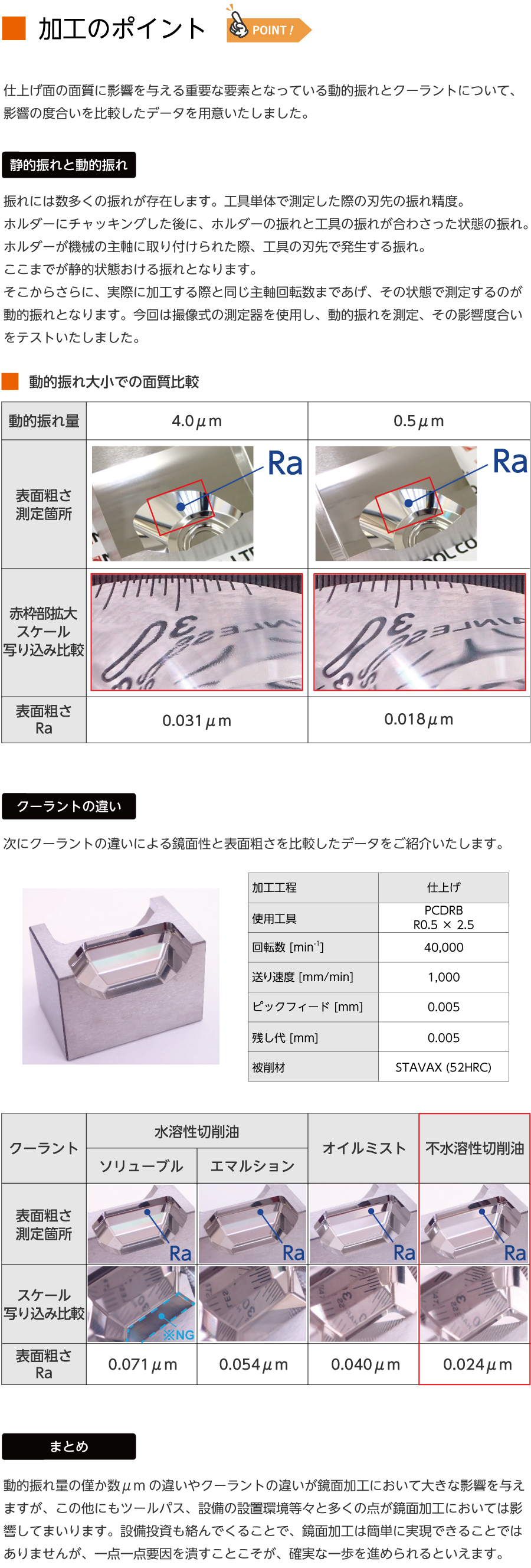

仕上げ面の面質に影響を与える重要な要素となっている動的振れとクーラントについて、影響の度合いを比較したデータを用意いたしました。

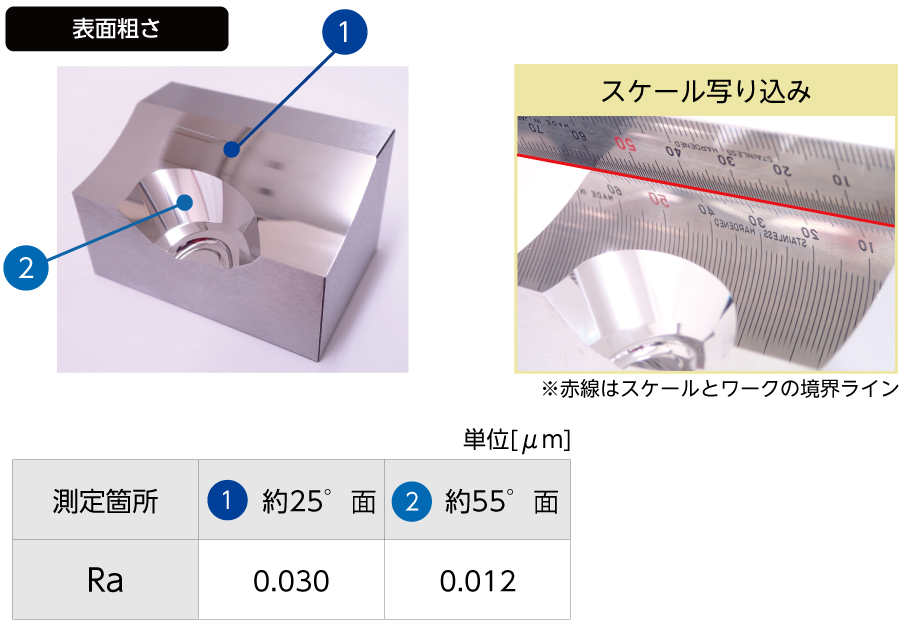
振れには数多くの振れが存在します。工具単体で測定した際の刃先の振れ精度。ホルダーにチャッキングした後に、ホルダーの振れと工具の振れが合わさった状態の振れ。ホルダーが機械の主軸に取り付けられた際、工具の刃先で発生する振れ。ここまでが静的状態おける振れとなります。そこからさらに、実際に加工する際と同じ主軸回転数まであげ、その状態で測定するのが動的振れとなります。今回は撮像式の測定器を使用し、動的振れを測定、その影響度合いをテストいたしました。
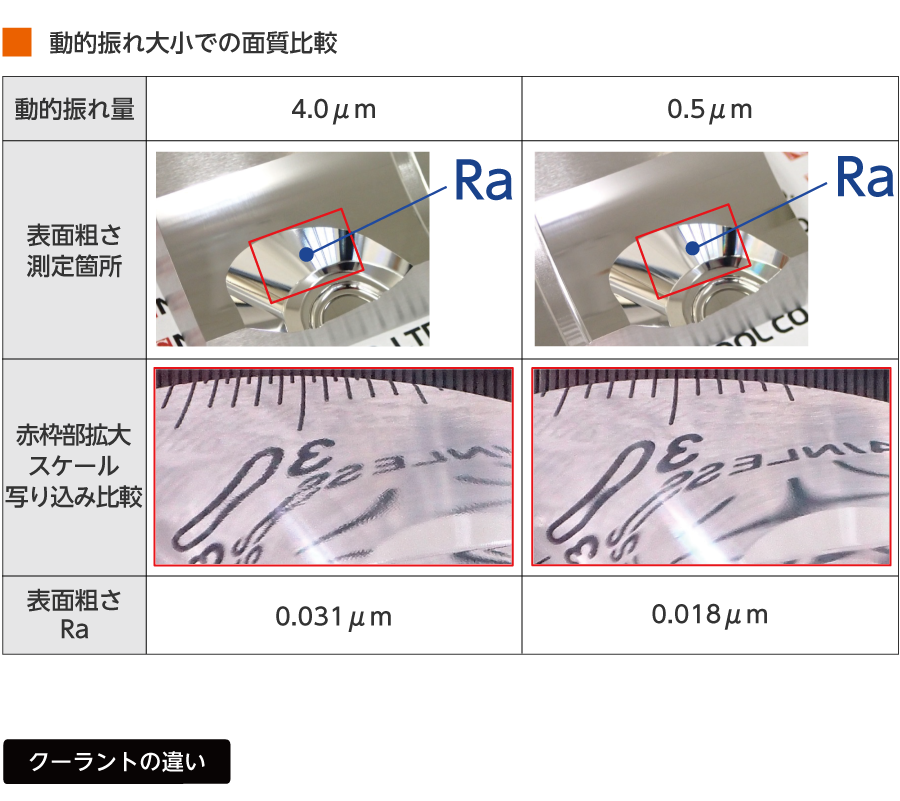
次にクーラントの違いによる鏡面性と表面粗さを比較したデータをご紹介いたします。
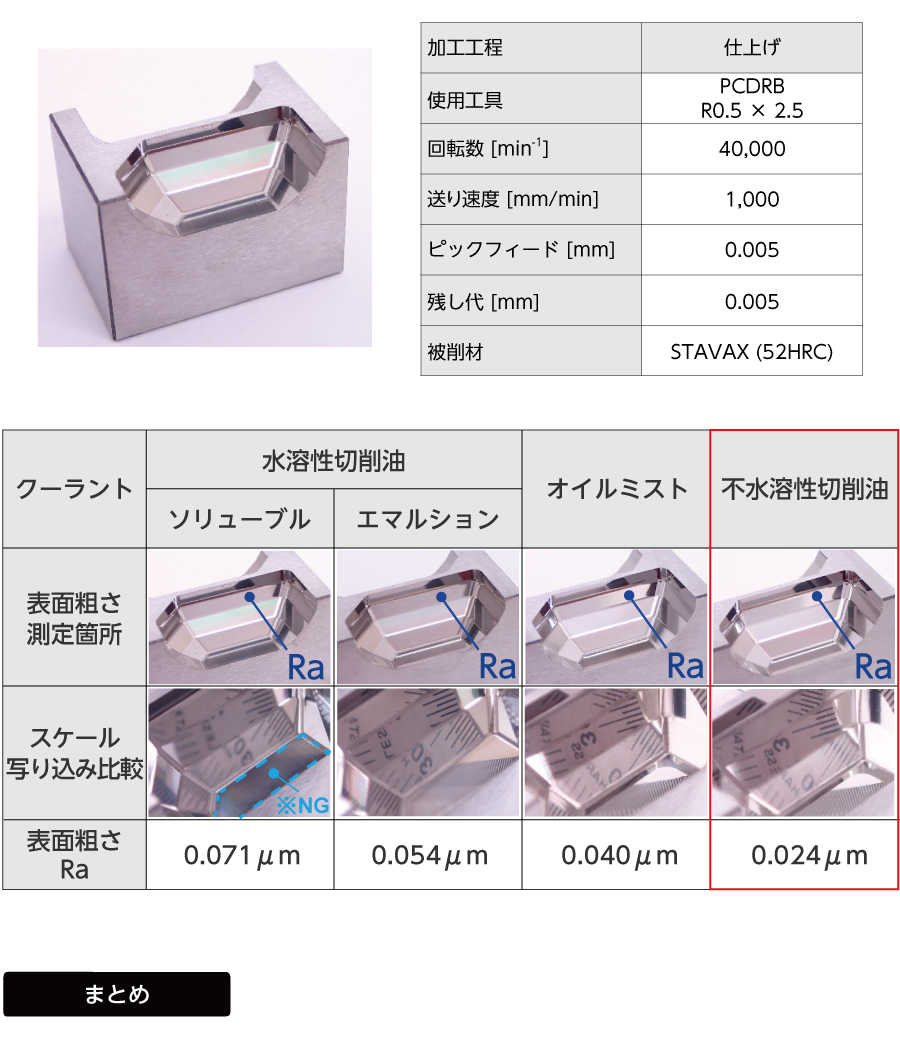
動的振れ量の僅か数μmの違いやクーラントの違いが鏡面加工において大きな影響を与えますが、この他にもツールパス、設備の設置環境等々と多くの点が鏡面加工においては影響してまいります。設備投資も絡んでくることで、鏡面加工は簡単に実現できることではありませんが、一点一点要因を潰すことこそが、確実な一歩を進められるといえます。