





Technology
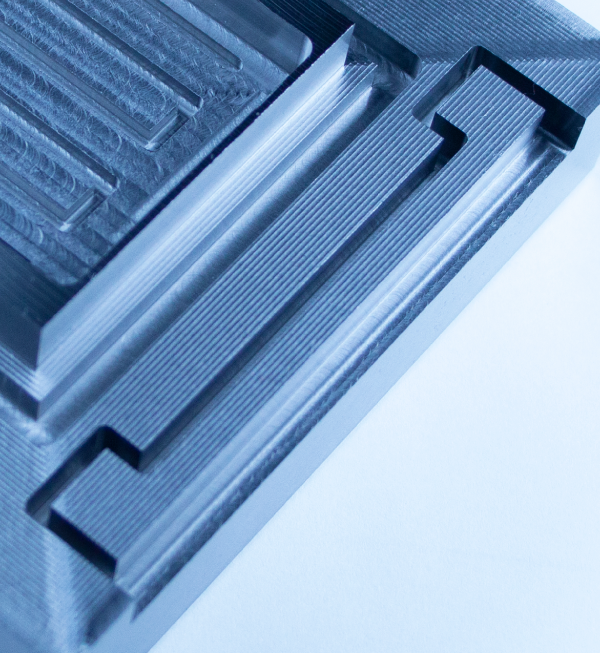
MSCZ440 (S50C) High efficient milling sample
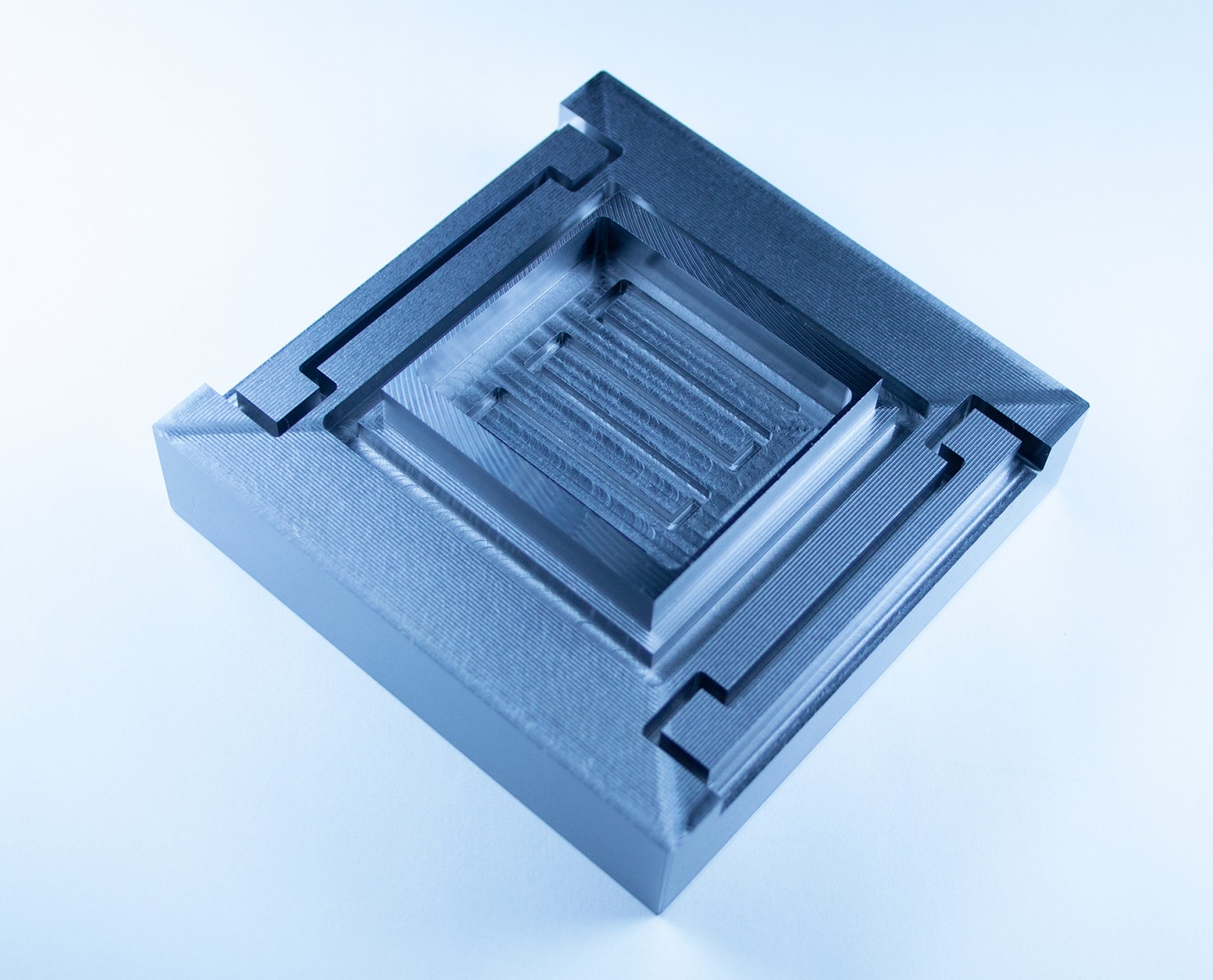

Work size : 100×100×30mm
(Cutting depth : 14mm)
Material :S50C
Total cutting time : 23min
Tool
MSCZ440

●Unequal flute spacing, unequal helix angle and high rigid end profile design to minimize chatter realize high efficient machining.
●New developed special edge profile realized multi-functional performance of side milling, slot milling and drilling approaches on carbon steels.
Milling Conditions
①Center pocket part (Depth 8mm)
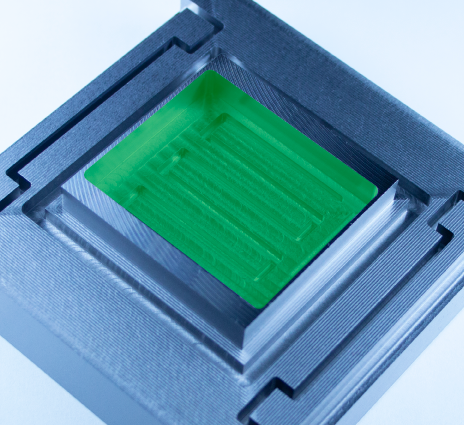
Milling part in green
| Cutting process | ||||||
| Roughing | Finishing | |||||
| Approache | Side | Bottom | Side | |||
| Drilling | Slot | Interpolation (First cycle) |
||||
| Spindle speed (min-1) |
7,000 | 7,000 | 7,000 | 8,500 | 8,500 | 8,500 |
| Feed (mm/min) |
300 | 1,100 | 1,700 | 1,700 | 1,200 | 1,200 |
| Depth of cut ap(mm) |
ap:4※ | ap:4※ | 4×1 | 7.95×0.8 | 8×0.1 | 0.05×2 |
| stock | Side:0.1 Bottom:0.05 |
- | ||||
②The outer periphery part (Depth 8㎜)
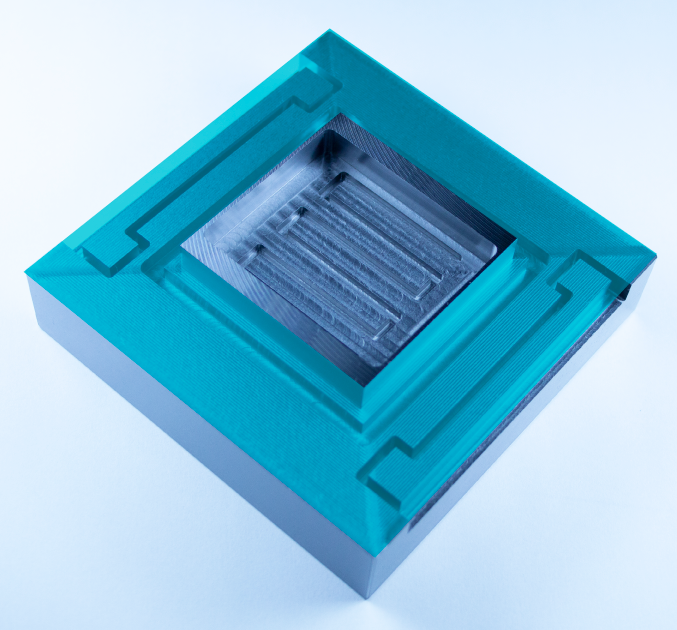
Milling part in blue
| Cutting process | ||
| Roughing | Finishing | |
| Side | Side | |
| Spindle speed (min-1) |
8,500 | 8,500 |
| Feed (mm/min) |
1,700 | 1,200 |
| Depth of cut ap(mm) |
8×0.8 | 8×0.8 |
| stock | Side:0.1 | - |
③Blind slot part(Width 4.2㎜ Depth 4㎜)
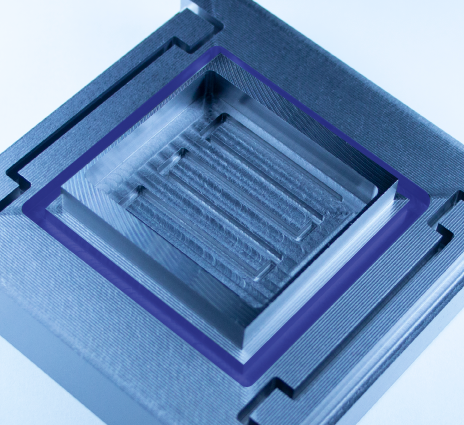
Milling part in purple
| Cutting process | Roughing | Finishing | |
| Drilling | Slot | Side | |
| Spindle speed (min-1) |
7,000 | 7,000 | 8,500 |
| Feed (mm/min) |
300 | 1,100 | 1,200 |
| Depth of cut ap(mm) |
ap:3.95 | ap:3.95 | 4×0.1 |
| stock | Side:0.1 Bottom:0.05 |
- | |
④Through groove(Width 2.2㎜ Depth 6㎜)
| Cutting process | Roughing | Finishing | ||
| Slot | Side | Side | Bottom | |
| Spindle speed (min-1) |
10,000 | 11,000 | 11,000 | 11,000 |
| Feed (mm/min) |
500 | 900 | 650 | 650 |
| Depth of cut ap×ae(mm) |
ap:2 (3 times milling)※ |
5.95×0.2 | 6×0.1 | 0.05×1 |
| stock (mm) |
Side:0.1 Bottom:0.05 |
- | ||
※The final pitch is ap:1.95.
⑤Blind slot part(Width 2.2㎜ Depth 2㎜)
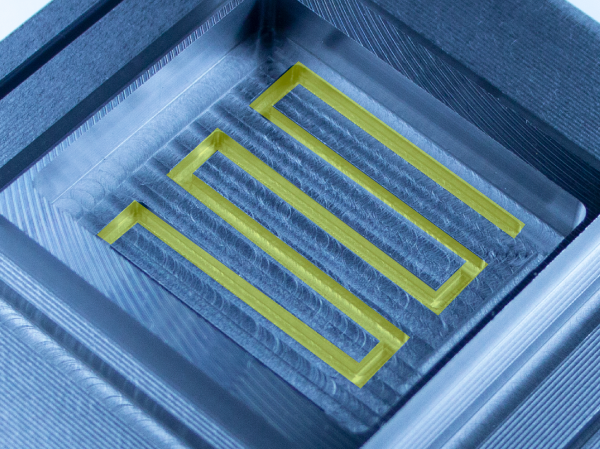
Milling part in yellow
| Cutting process | Roughing | Finishing | |
| Drilling | Slot | Side | |
| Spindle speed (min-1) |
10,000 | 10,000 | 11,000 |
| Feed (mm/min) |
100 | 500 | 650 |
| Depth of cut ap×ae(mm) |
ap:1.95 | ap:1.95 | 2×0.1 |
| stock | Side:0.1 Bottom0.05 |
- | |