





Technology
DHR237 Copper Tungsten multi profile electrode
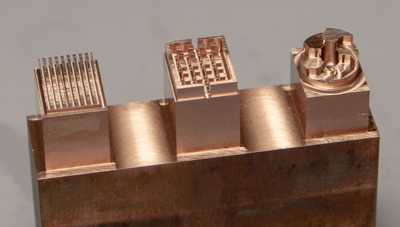
Material : Copper Tungsten (W70%-Cu30%)
Processing size: 6.5×8(mm) Cutting depth1.5mm (Micro slit shape)
6.5×8(mm) Cutting depth1.5mm (Fine prism profile)
6.5×8(mm) Cutting depth 3mm (Cylindrical stage profile)
Tool
DHR237

●Long neck end mill specialized for machining copper alloy.
●Helix angle 【37.5°】 degrees to achieve both sharpness and finished surface quality that prevents scratches on cutting surface.
●High quality and stable milling performance with long tool life by optimized design and DLC coating.
●Machining copper tungsten electrodes is also effective.
Cutting Conditions & Measuring result
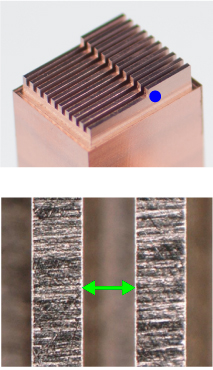
Micro slit shape
【Cutting condition】
| Process | Roughing(Slotting) | Finishing(Side milling) |
| Tool | DHR237 Φ0.3×1 | DHR237 Φ0.3×2 |
| Spindle speed (min-1) |
25,000 | |
| Feed (mm/min) |
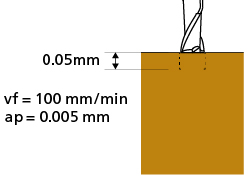
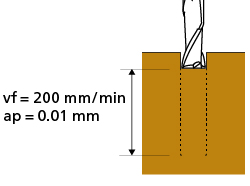
200 100※ |
150 |
| Depth of cut ap×ae(mm) |
ap 0.01 ap 0.005※ |
0.1×0.005 |
| Stock (mm) |
0.005 | - |
| Coolant | Water-insoluble fluid | |
| Cutting time | 42min | 12min |
※Guide part machining from the upper surface to -0.05mm.
Result
Side
| Surface roughness | Ra0.101µm |
Slot width
| Target | 0.310mm |
| Actual | 0.307mm |
| Deflection | Within 0.001mm |
【Points of machining】
Fine prism profile
【Cutting condition】
| Process | Roughing | Finishing | ||
| Slotting | Side milling | |||
| Tool | DHR237 Φ0.5×1.5 | |||
| Spingle speed (min-1) |
26,000 | |||
| Feed (mm/min) |
500 | 550 | ||
| Depth of cut ap×ae(mm) |
ap0.07 | 0.3×0.02 | 0.3×0.005 | |
| Stock (mm) |
0.05 | 0.005 | - | |
| Coolant | Water-insoluble fluid | |||
| Cutting time | 13min | |||
【Measuring result】
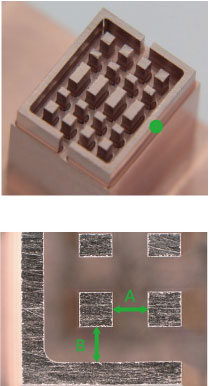
Side
| Surface roughness | Ra 0.197 µm |
| A | B | |
| Target | 0.600mm | 0.600mm |
| Actual | 0.601mm | 0.599mm |
| Deflection | Within 0.001mm |
Cylindrical stage profile
【Cutting condition】
| Process | Roughing | Finishing | |
| Φ1.8 Helical milling | Side milling | ||
| Tool | DHR237 Φ0.8×3 | ||
| Spindle speed (min-1) |
12,000 | ||
| Feed (mm/min) |
500 | ||
| Depth of cut ap×ae(mm) |
ap0.07 (Helical R=0.25) |
0.5×0.02 | 0.5×0.005 |
| Stock (mm) |
0.25 | 0.005 | - |
| Coolant | Water-insoluble fluid | ||
| Cutting time | 33min | ||
【Measuring result】
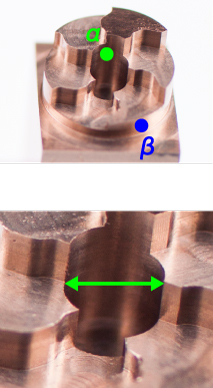
Surface roughness
| α | β |
| Ra 0.182 µm | Ra 0.176 µm |
Center hole diameter
| Target | 1.800mm |
| Actual | 1.797mm |