





Product
MUGEN-COATING PREMIUM
4-Flute High Efficient “Z” End Mill for Stainless Steels
Released in November, 2019.
Redefinition of stainless steels machining!
Minimizing chatter and shorten machining time!
Lined up two types for machining
●Regular type MSUSZ440

Variety in variation.
Length of cut lined up with L/D=2 or 3 (Some sizes).
●Long neck type MSUSZ440-LN

Long neck type for prevention of interference with work material.
Four techniques of high efficient machining on stainless steels.
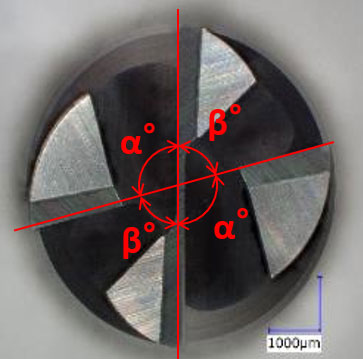
●Adopted unequal flute spacing and unequal helix angle
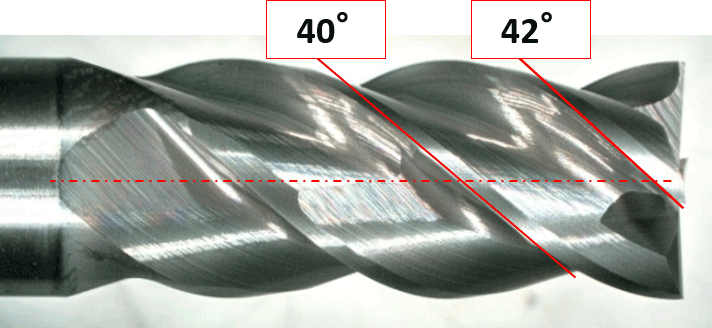
By adopting unequal flute spacing and unequal helix angle to prevent chattering produced by sympathetic vibration.
Enhanced tool life and machining surface quality.
Unequal Flute Spacing
Unequal Helix Angle
●Enhanced peripheral cutting edge
Developed a stronger flute to resist high load machining, even with small-diameter φ1 can also realize high efficient machining.
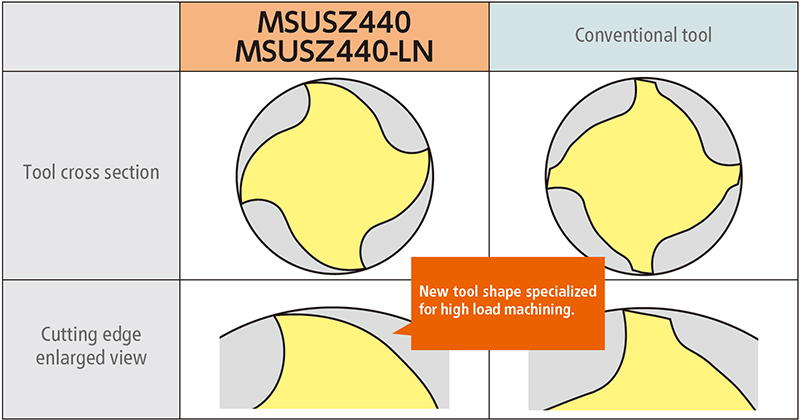
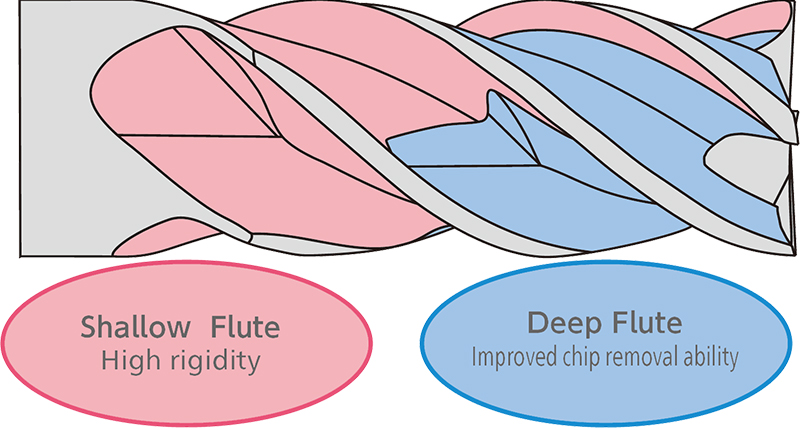
●Specialized flute shape!
A large chip pocket with improved chip removal ability at the front flute, and a high rigidity design with a strong core at the end part realized high efficiency machining.
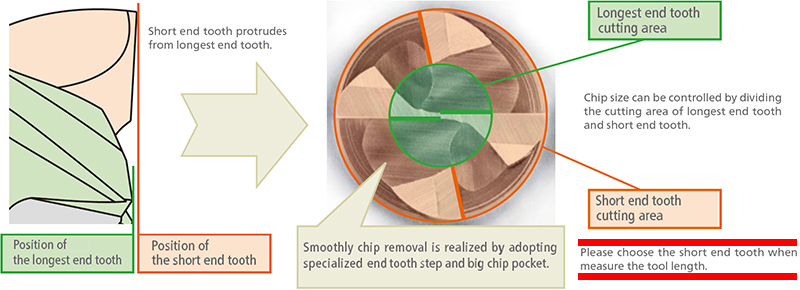
●Chip control by the step of the end tooth
By design the step of the longest end tooth, short end tooth, and big chip pocket, divide each cutting area when drilling helped chip removal smoothly.
By adopting special end profile and optimized high heat-resistance MUGEN-COATING PREMIUM to realize stable long time machining on stainless steels.
Tool
●Regular type MSUSZ440 NEW
High rigid type
Dia.:φ1~6
Total 62 size, some sizes lined up with L/D=2 or 3.
For details, please click
●Long neck type MSUSZ440-LN NEW
Long neck type for prevention of interference with work material.
Dia.:φ1~6
Total 33 size
Effective length lined up with L/D=3 to 5.
For details, please click
Leaflet

MUGEN-COATING PREMIUM
4-Flute High Efficient “Z” End Mill for Stainless Steels
【Machining points】Coolant
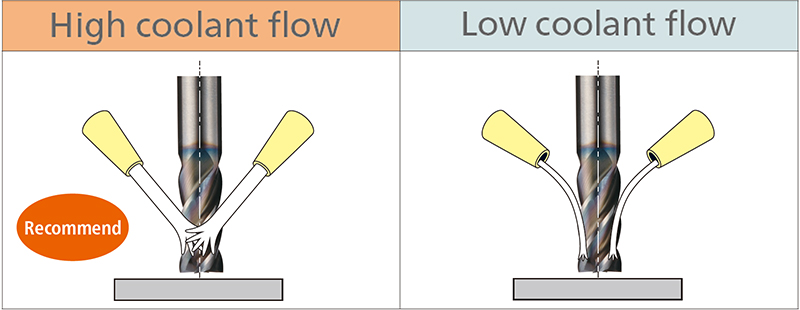
Please increasing the coolant flow rate and pressure as much as possible, and supply it sufficiently to the machining point and flute.
Please change the depth of cut or feed when chips could not remove smoothly during drilling.
Please be noted there would be a possible tool chipping or breakage when the chip removal is insufficient.
Cutting example
High Efficient Machining Example for Stainless Steels (SUS304)
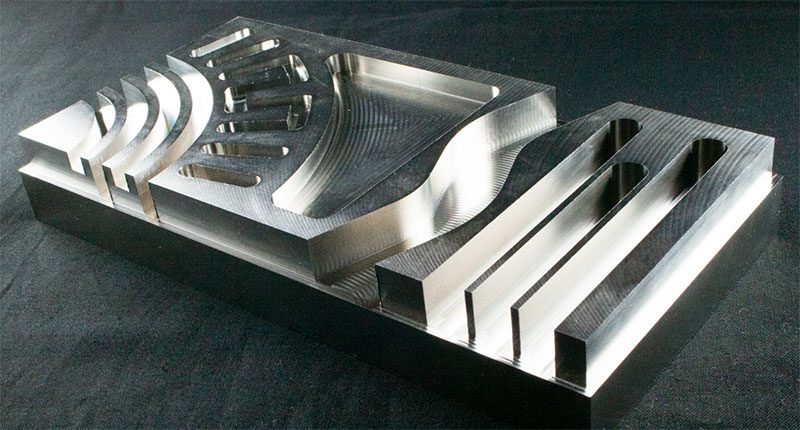
Work size: 200×100mm (Cutting depth: 12mm)
Total 12.5 minutes for high efficient machining!
For details, please click