Product
高能率"Z"エンドミルシリーズ
無限コーティングプレミアム SUS用高能率"Z"エンドミル 2019年11月発売
無限コーティング SC用高能率"Z"エンドミル 2019年12月発売
無限コーティングプレミアム SUS用高能率"Z"エンドミル


無限コーティング SC用高能率"Z"エンドミル


安定した加工を実現する4つの技術
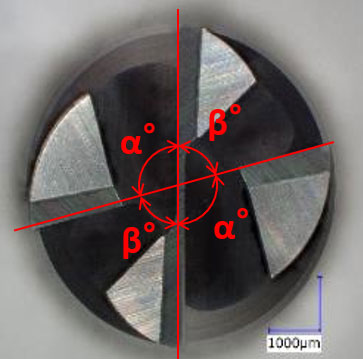
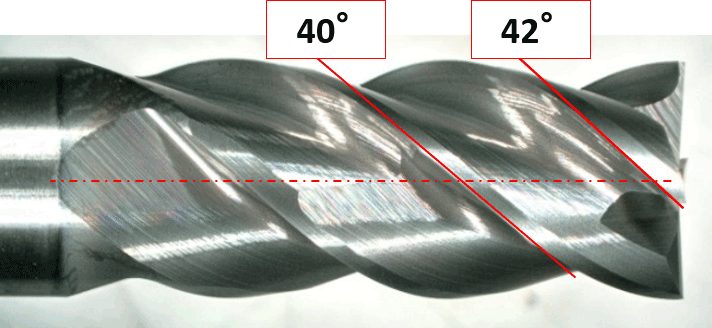
●不等分割・不等リードの採用
共振を抑えびびりを防止する不等分割・不等リードを採用!
工具寿命と加工面品位が向上します。
不等分割
不等リード
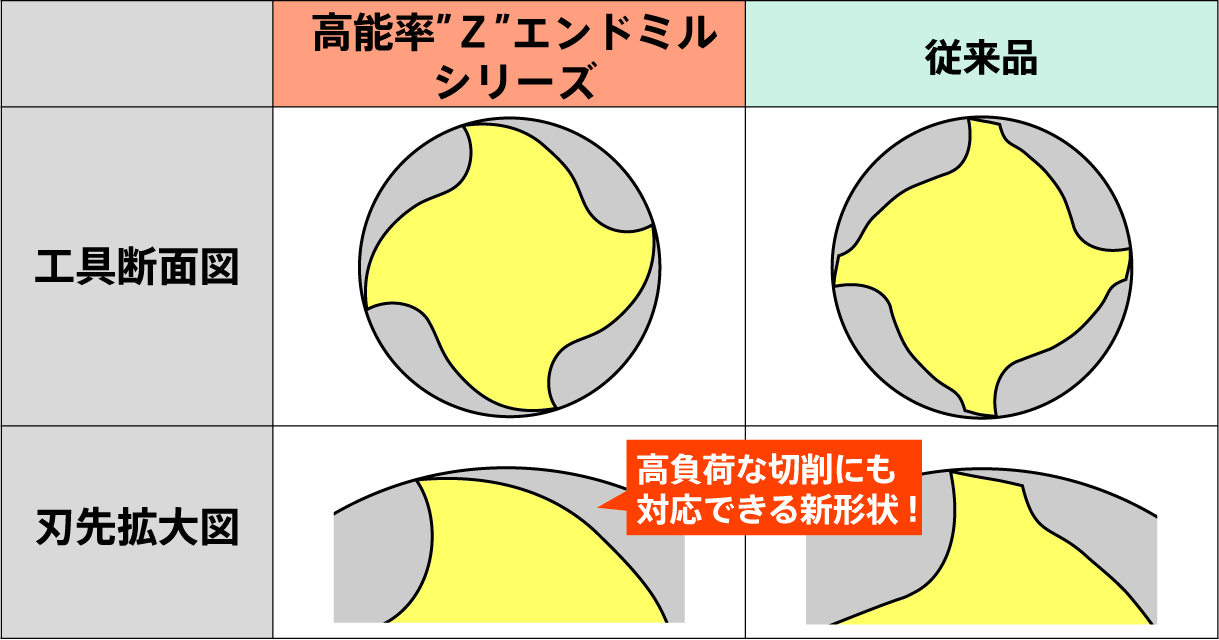
●外周刃の強度アップ
高負荷な切削にも十分耐えられる強度アップした刃形状を開発し、外径φ1の小径工具でもびびりを抑えた高能率な加工を可能にします。
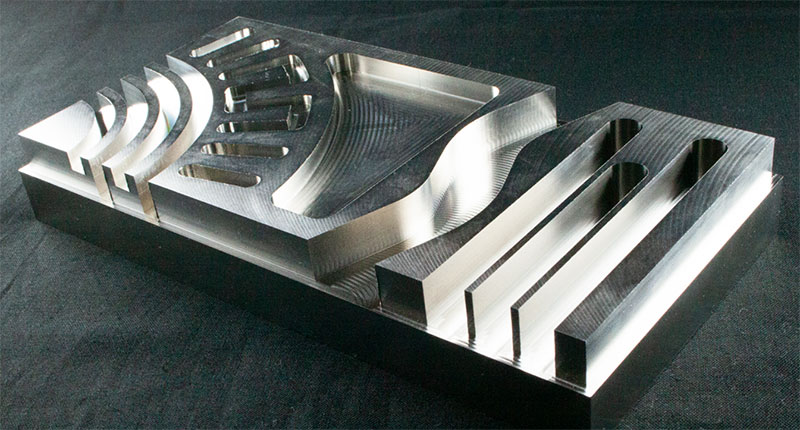
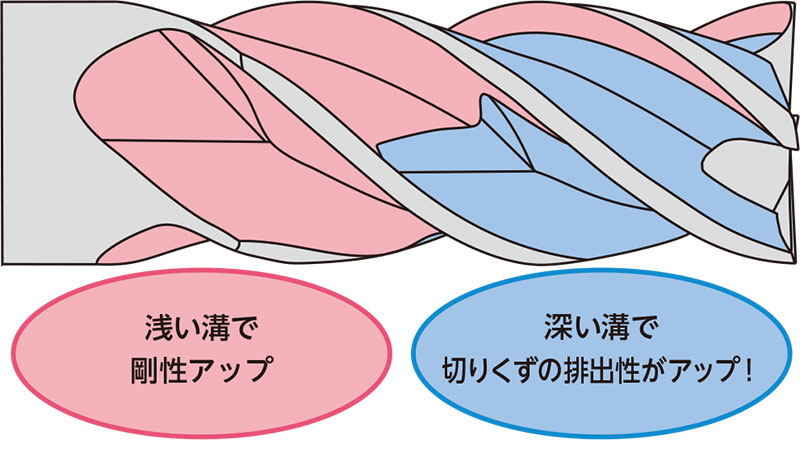
●先端部と後端部で異なる溝深さ
刃部の先端付近は切りくずの排出性を高めた大きなチップポケット
後端付近はしっかりとした芯厚で高剛性な設計
高能率な加工ができます。
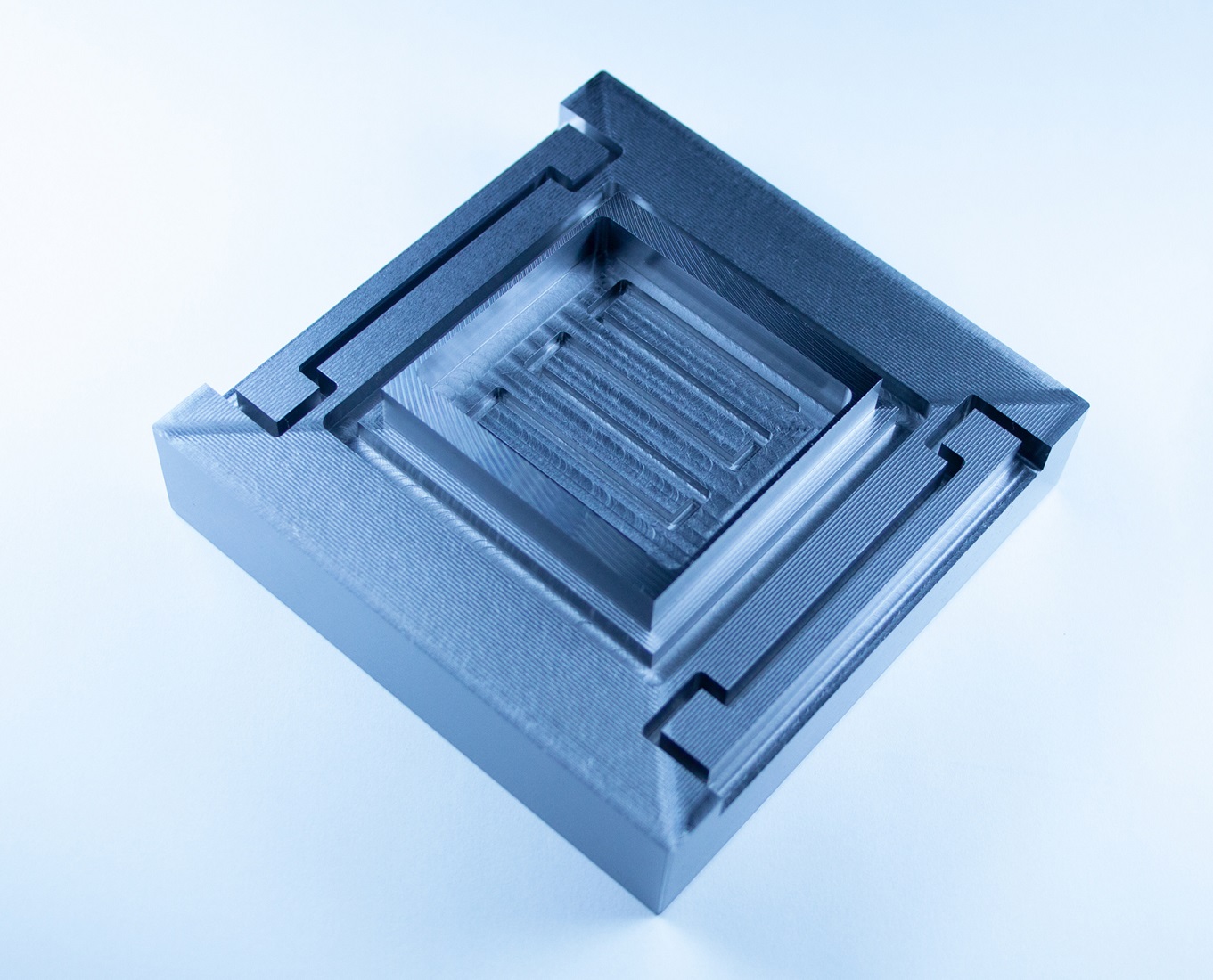
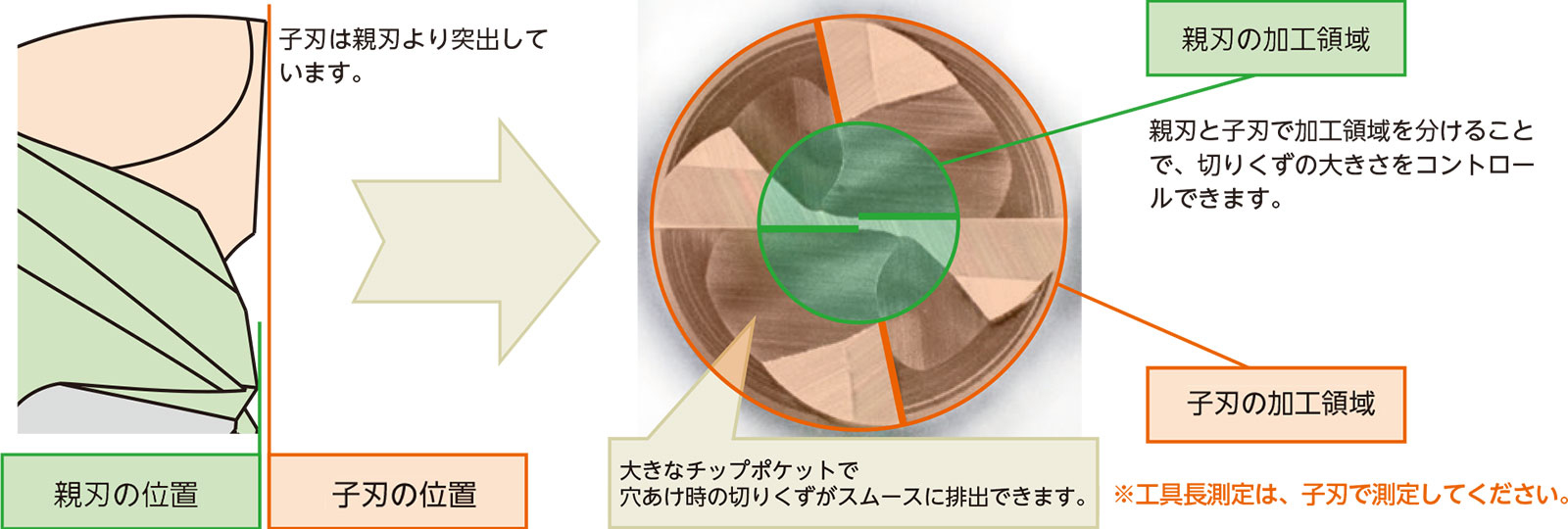
●切りくずをコントロールする底刃段差
親刃と子刃に段差を設けて突込み時の切りくずサイズをコントロール、大きなチップポケットと共に切りくずをスムースに排出できます。
パンフレット

無限コーティングプレミアム
SUS用高能率”Z”エンドミル

無限コーティング
SC用高能率”Z”エンドミル
高能率加工のためのポイント クーラントのかけ方
突込みによるアプローチの時は…
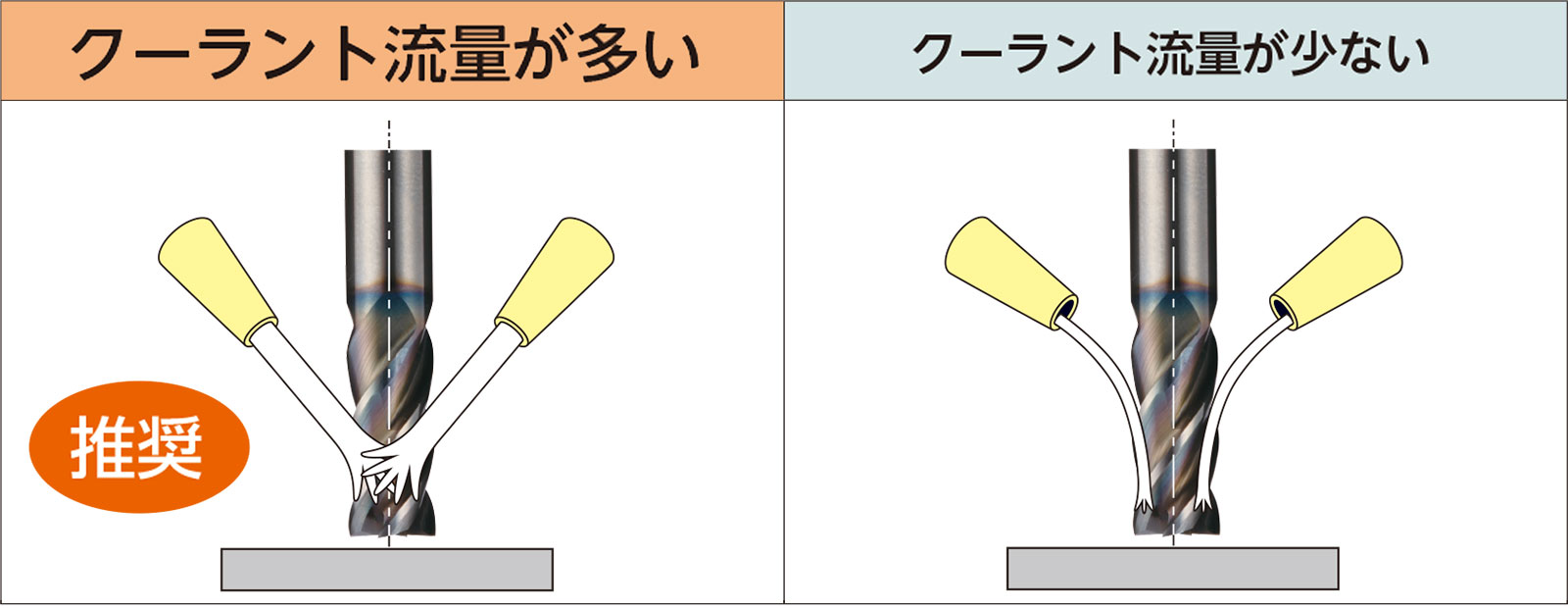
出来る限りクーラントの流量を多く、圧力は高くして、切りくずが排出されるように供給してください。
突込み時に切りくずの排出が良好でない場合は、軸方向の切り込み深さや送り速度を調整してください。
切りくずの排出が良好でない場合、工具のチッピングや折損の要因になる恐れがありますのでご注意ください。
溝加工の時は…
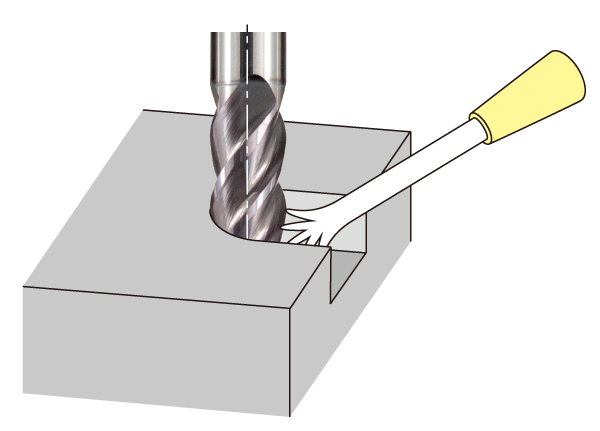
工具を追いかけるように、後ろからしっかりとクーラントを供給してください。