





Product
CBNコアライン
Product
CBNコアライン
高硬度鋼へ多彩なバリエーションで長寿命加工を実現
高硬度鋼へ多彩なバリエーションで長寿命加工を実現
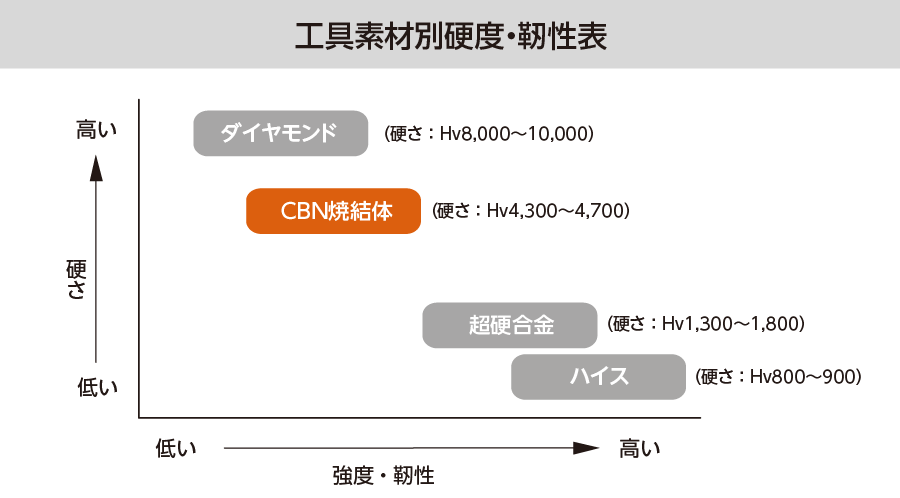
CBN焼結体とは
CBN(Cubic Boron Nitride/立方晶窒化硼素)焼結体は、左表のようにダイヤモンドの次に硬く、超硬合金と比較しても約3倍の硬さを持ち、更に耐熱性・熱伝導性も極めて高い工具材料です。しかしながら、強度・靭性は低くチッピングし易い欠点も合わせ持っています。従いまして、工具刃先に強い力を受ける荒取り加工にはチッピングし易く不向きですが、切削負荷の少ない仕上げ加工においてはCBNの硬さ、耐熱性の優位性により工具磨耗を抑え驚異的な工具寿命が得られ、特に高硬度鋼の加工に適しています。
ラインアップ
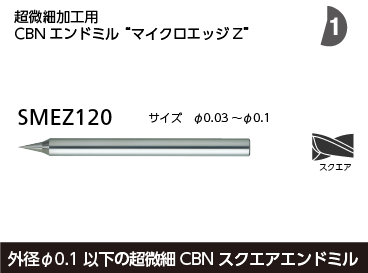
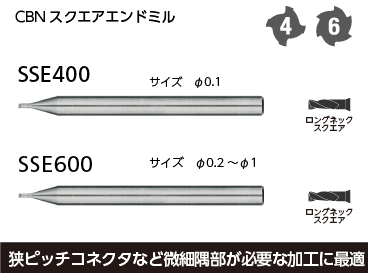
スクエアエンドミル
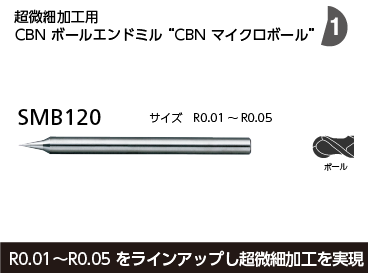
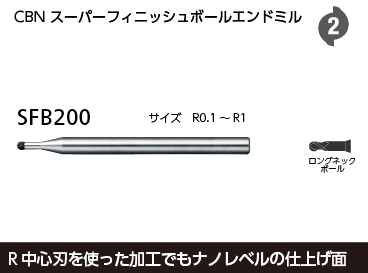
ボールエンドミル
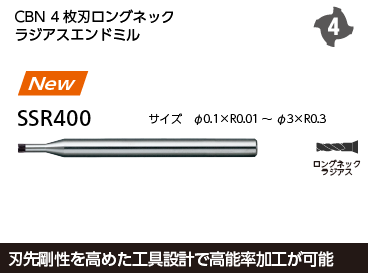
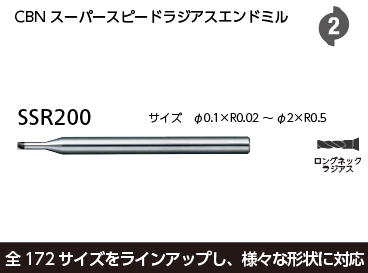
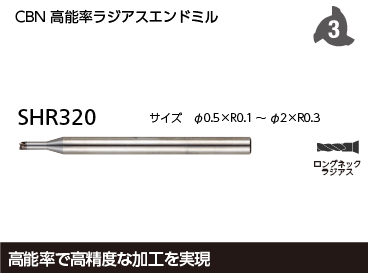
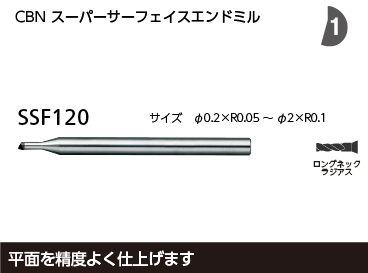
ラジアスエンドミル

スクエアエンドミル
ボールエンドミル
ラジアスエンドミル
パンフレット


再研磨
CBNエンドミルの再研磨はグループ会社の日進エンジニアリングで行っております。
日進エンジニアリングの研磨加工には、他社にはない日進工具の直接的技術指導やノウハウが随所に活かされています。
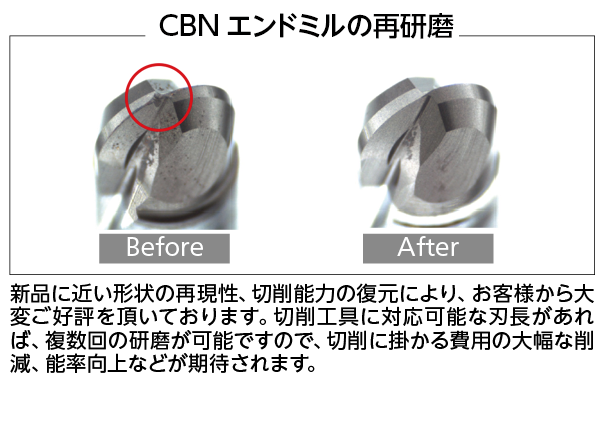
再研磨対象製品・注文書・納期などは下のバナーをクリックし日進エンジニアリングのサイトでご確認ください。
CBNトライアルキット
CBNエンドミルを初めてお使いの方へ
CBNトライアルキットは工具・ワーク・NCデータが1つのパッケージになった仕上げ加工にCBNエンドミルを使用することに重点を置いた加工テストを実施できる製品です。さらに弊社エンジニアによる加工結果の分析までがセットになっており、お客様それぞれの精密微細加工に向けたバックアップをさせていただきます。
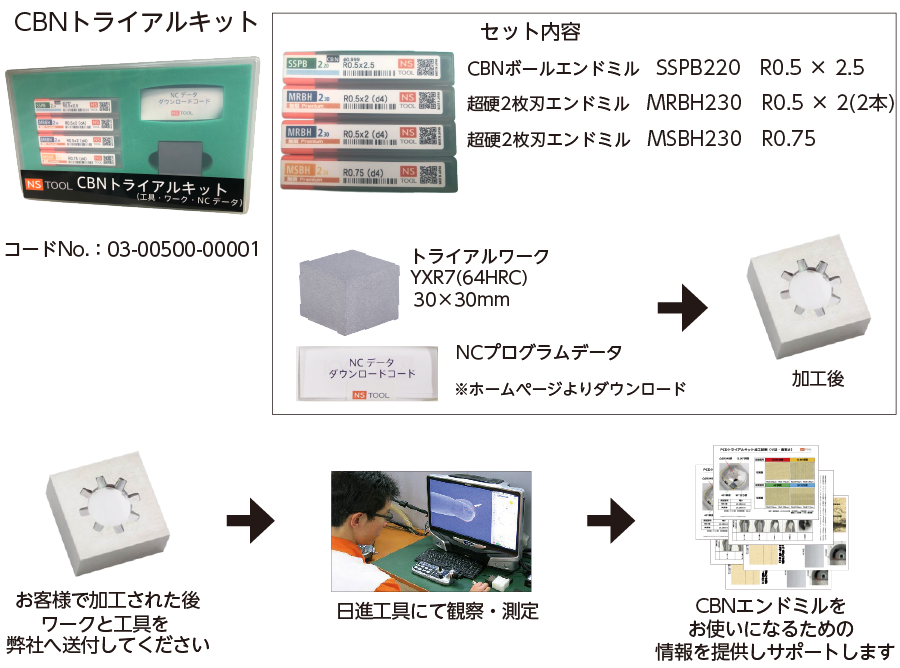
測定内容
加工後の工具とワークを以下のような観点から分析しご報告します。
工具観察
ワーク観察