





Product
PCDコアライン
Product
PCDコアライン
鏡面のようなナノレベルの表面粗さが切削で可能
鏡面のようなナノレベルの表面粗さが切削で可能

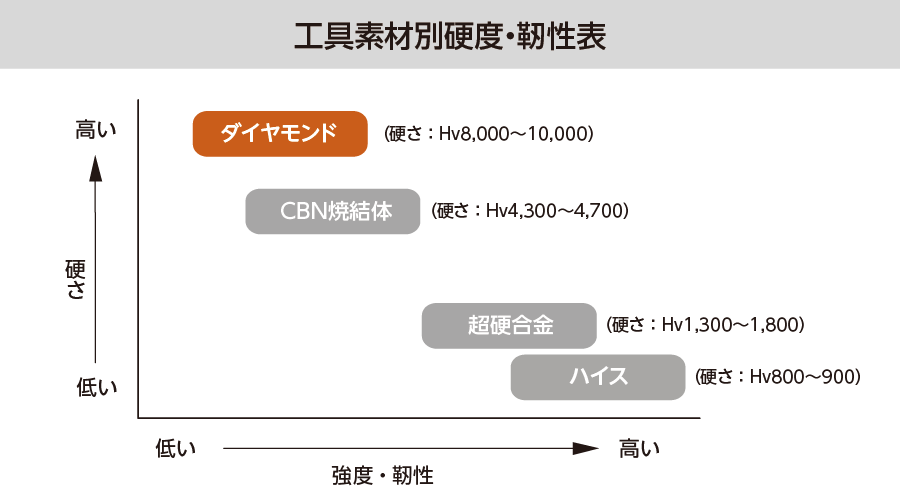
PCDエンドミルとは
工具素材にPCD(多結晶ダイヤモンド)を採用したエンドミルです。単結晶ダイヤモンド同様に硬度が高く、耐摩耗性に優れていますが熱に弱く使用用途が限られます。ナノレベルの仕上げ品位を得ることを目的に、特殊な刃先形状、生産方法、加工するためのノウハウなど、多くの技術要素を開発し誕生しました。ワンランク上の仕上げ面品位を切削加工で実現します。
ラインアップ
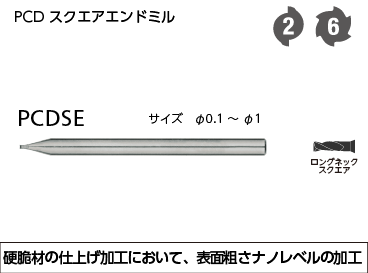
スクエアエンドミル
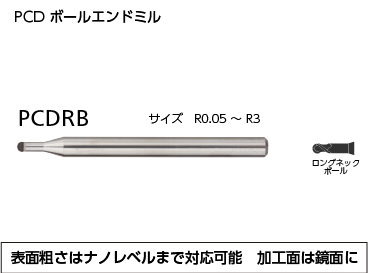
ボールエンドミル
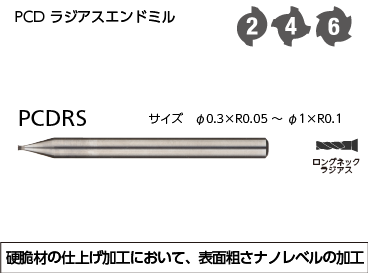
ラジアスエンドミル
スクエアエンドミル
ボールエンドミル
ラジアスエンドミル
パンフレット

PCDトライアルキット
PCDエンドミルを初めてお使いの方へ
高硬度鋼や超硬合金の仕上げ加工おいて長寿命を活かした抜群の面品位を実現するPCDエンドミルですが、使用する工作機械や温度・振動といった環境の条件が非常にシビアであることも事実です。そこで、実際にPCDボールエンドミル"PCDRB"を用いて高硬度鋼の「磨きレス」を目指した加工をテストできる「PCDトライアルキット」をご紹介します。弊社エンジニアによる加工結果の測定もセットになっており、お客様それぞれの結果に合わせたバックアップをさせていただきます。
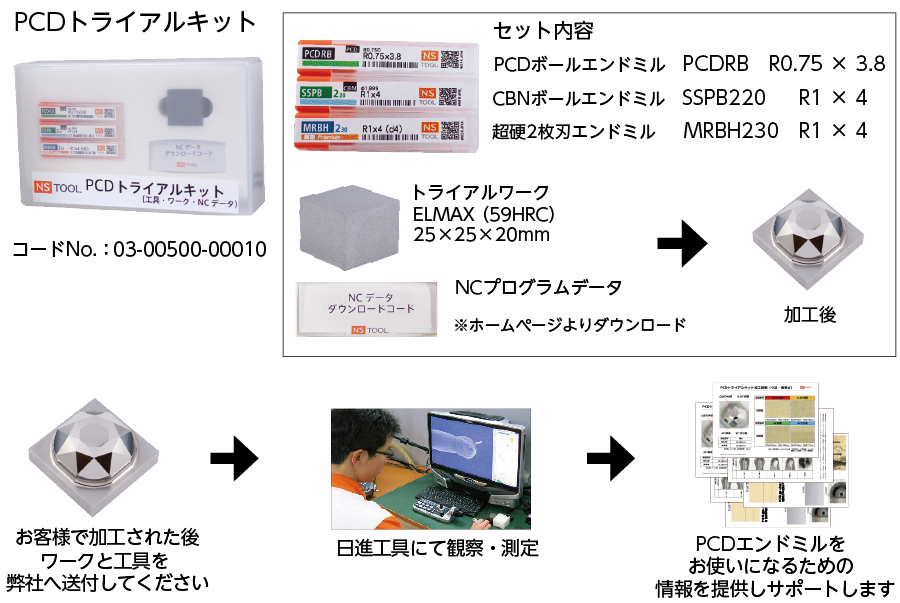
測定内容
加工後の工具とワークを以下のような観点から分析しご報告します。
工具観察
ワーク観察