Product
無限コーティングシリーズ
TiAlNコーティングをベースに進化し続ける【無限コーティング】を採用したエンドミルシリーズです。被膜特性として従来のTiAlNコーティングより高い特性をもっており、生材から高硬度鋼まで被削材を問わず、クーラントも水溶性切削油・不水溶性切削油・エアーブロー・オイルミストなど様々な状況に対応できるオールマイティなコーティングです。一般的にコーティングの効果が得られにくい銅の切削でも摩耗が抑えられます。
各種被削材での寿命比較
無限コーティングと他社TiAlNコーティング品による寿命比較データです。
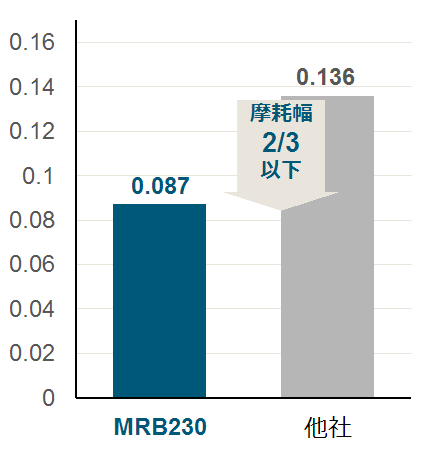
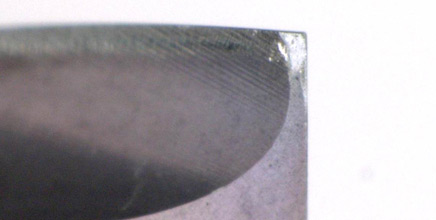
[被削材] STAVAX 52HRC(SUS420J2改)
MRB230 R1x10
摩耗幅0.087mm

他社 R1x10
摩耗幅0.136mm
n:10,000min-1 Vf:1,500mm/min ap:0.1mm×ae:0.2mm
水溶性切削油 加工時間:132分 切削長150m
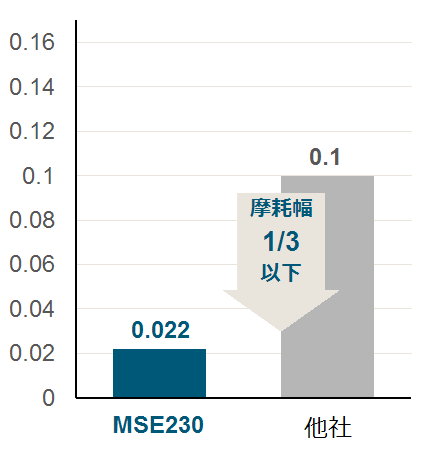
[被削材] 炭素鋼 S50C
MSE230 Φ6
摩耗幅0.022mm
他社 Φ6
摩耗幅0.1mm
n:3,400min-1 Vf:600mm/min ap:9mm×ae:1.2mm
水溶性切削油 加工時間:33分 切削長20m
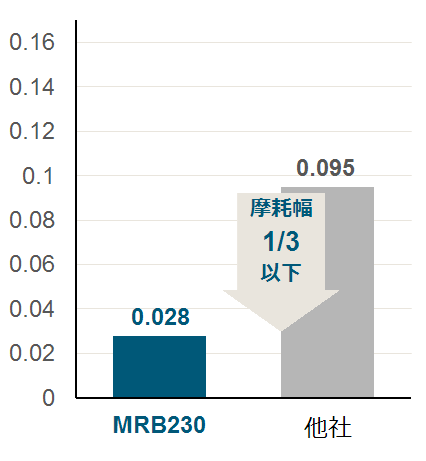
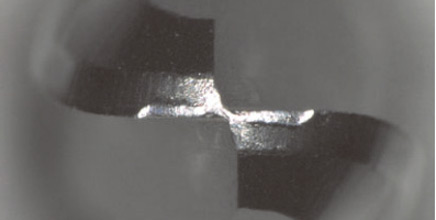
[被削材] 銅
MRB230 R1x6
摩耗幅0.028mm
他社 R1x6
摩耗幅0.095mm
n:12,000min-1 Vf:1,200mm/min ap:0.2mm×ae:0.3mm
水溶性切削油 加工時間:5時間44分 切削長365m