Technology
事例・技術情報
加工事例
弊社の各種工具による加工事例の一部をご紹介いたします。
ご覧になりたい被削材・加工分野をお選びください。 は加工動画がご覧いただける事例です。
は加工動画がご覧いただける事例です。

 炭素鋼・合金鋼・調質鋼
炭素鋼・合金鋼・調質鋼
 高硬度鋼 〜55HRC
高硬度鋼 〜55HRC



 ステンレス鋼
ステンレス鋼
 チタン合金・耐熱合金
チタン合金・耐熱合金
 アルミ合金
アルミ合金

 樹脂
樹脂











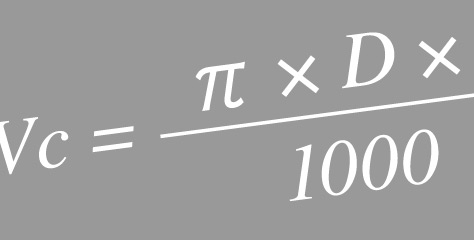
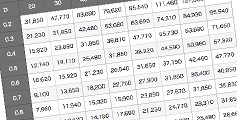
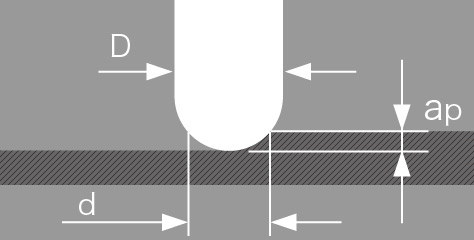
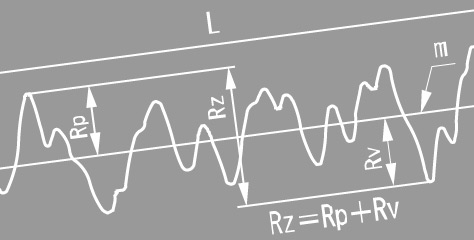
技術情報
エンドミルの切削条件の他、回転数表やボールエンドミルの実加工径など、各種技術情報をご確認いただけます。
Technology
弊社の各種工具による加工事例の一部をご紹介いたします。
ご覧になりたい被削材・加工分野をお選びください。は加工動画がご覧いただける事例です。
エンドミルの切削条件の他、回転数表やボールエンドミルの実加工径など、各種技術情報をご確認いただけます。