





Product
NS TOOL オリジナルコーティングの特長
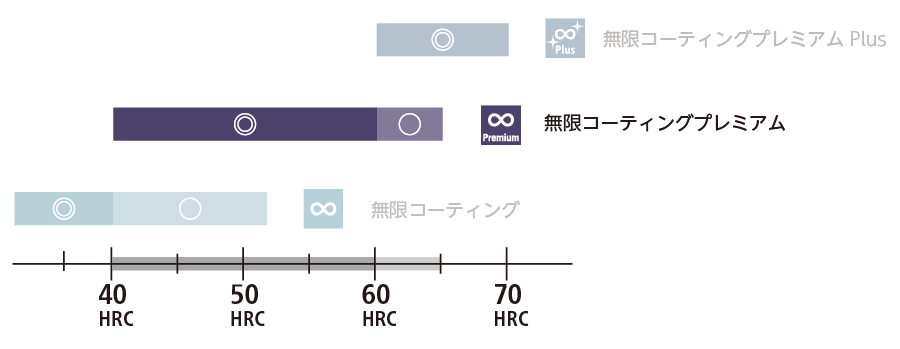
 無限コーティングプレミアムPlus
無限コーティングプレミアムPlus
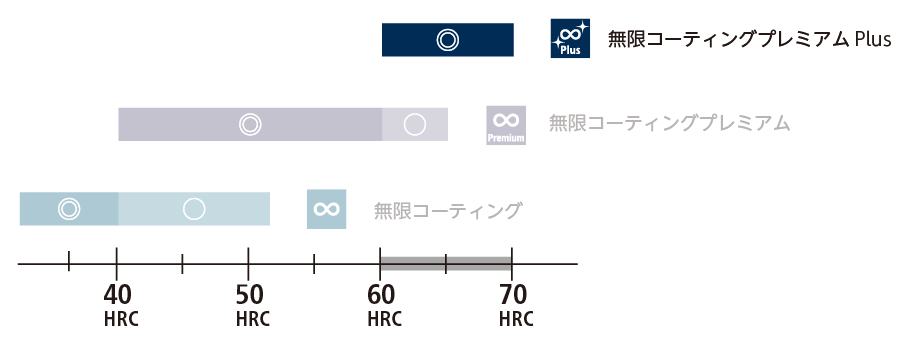
被削材硬度
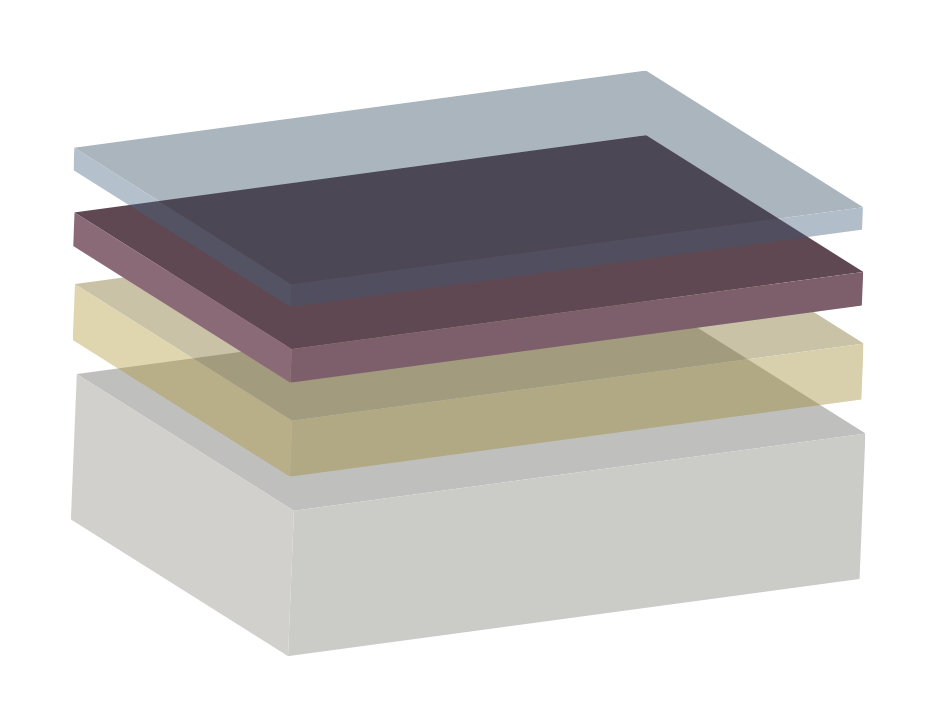
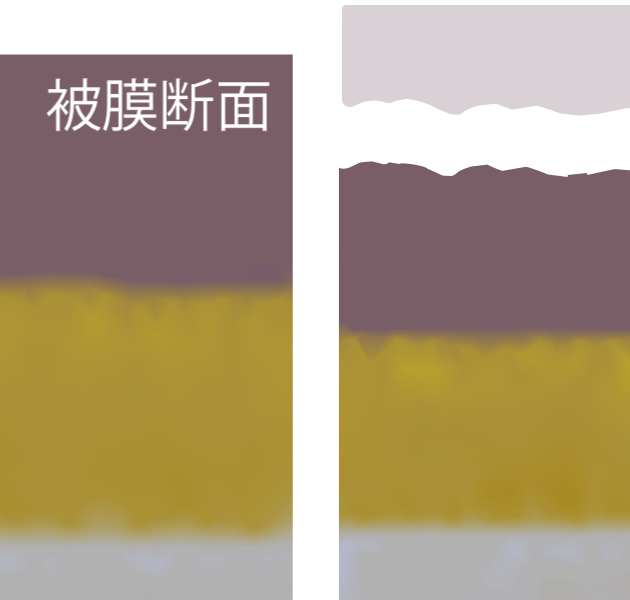
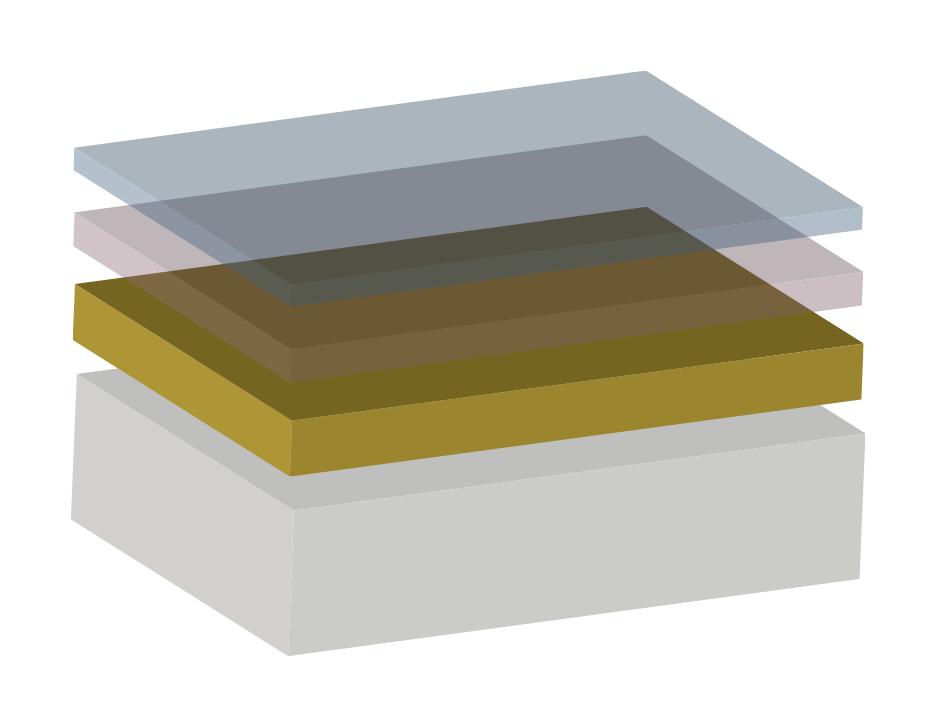
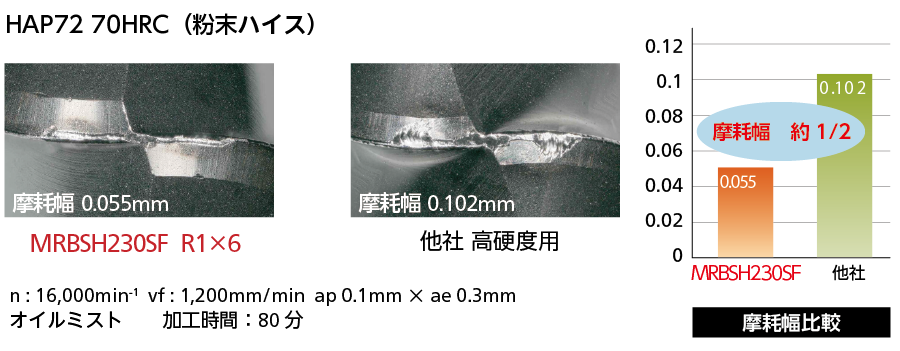
70HRCまでの高硬度鋼の切削加工を可能にした「無限コーティングプレミアムPlus」は3層構造のコーティング被膜で、耐酸化被膜層・硬質被膜層(超微細結晶構造)・高密着被膜層(微細結晶構造)で形成されており、優れた工具寿命を発揮します。
被膜の役割
耐酸化被膜層
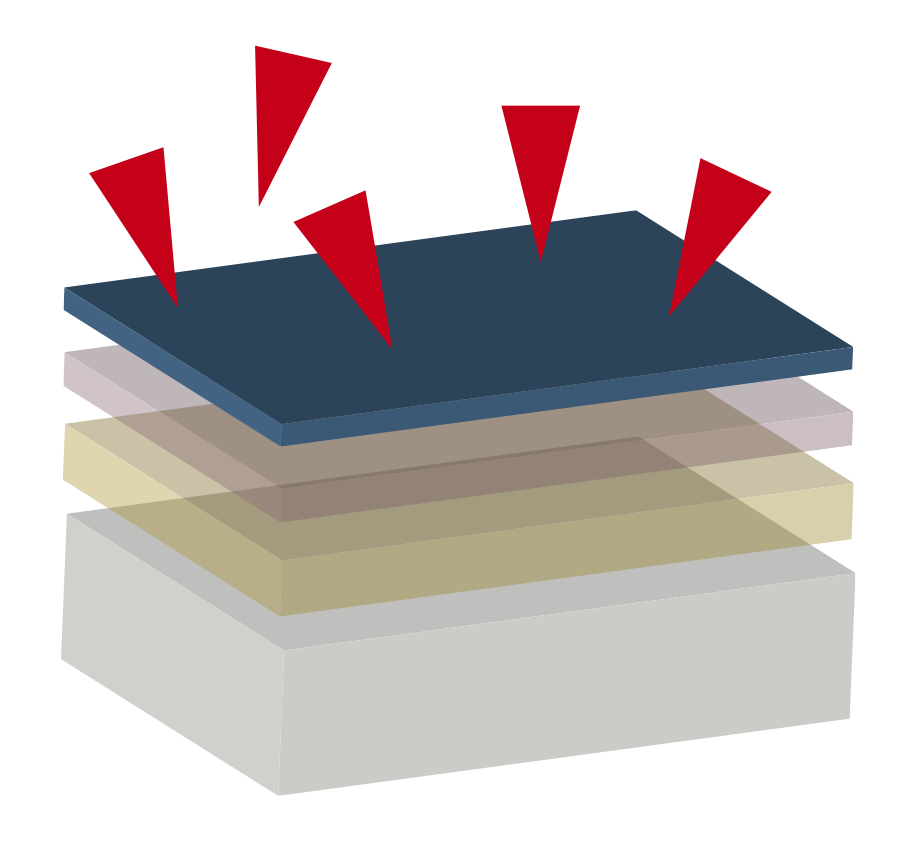
切削時の発熱に対し
酸化しにくい
硬質被膜層(超微細結晶構造)
摩耗進行のイメージ
高硬度鋼に対し
工具摩耗が進行しにくい
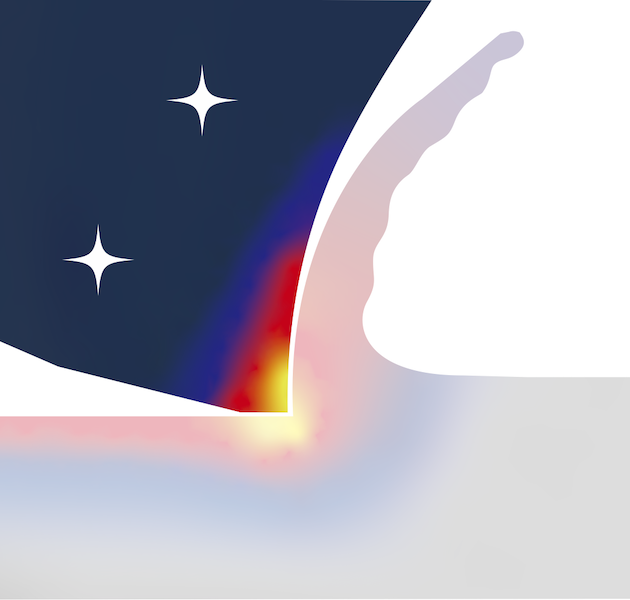
高密着被膜層(微細結晶構造)
亀裂進展と密着力のイメージ
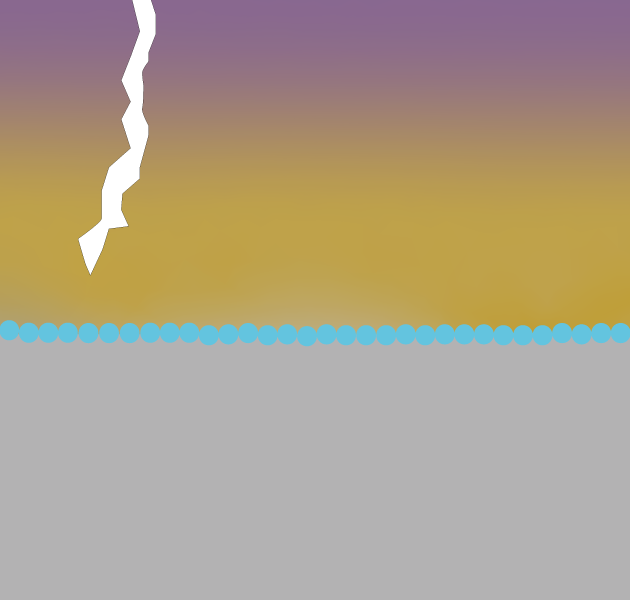
衝撃に対し亀裂を抑え
伝播しにくい構造
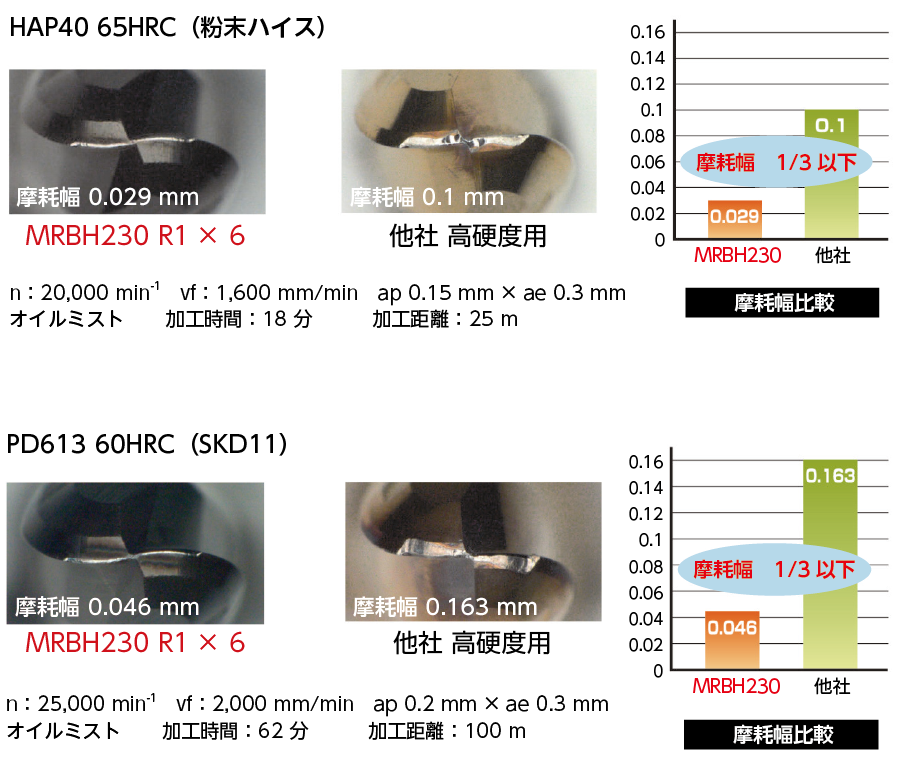
 無限コーティングプレミアム
無限コーティングプレミアム
高硬度鋼への直彫り加工時、工具寿命を飛躍的に延ばしたのが「無限コーティングプレミアム」です。~65HRCの高硬度鋼に適しています。
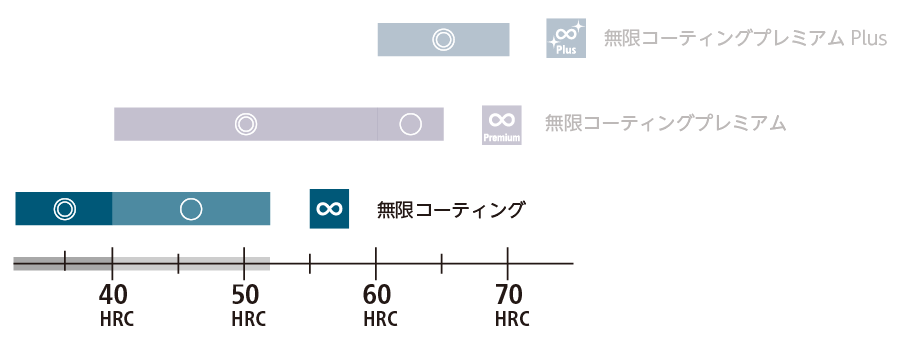
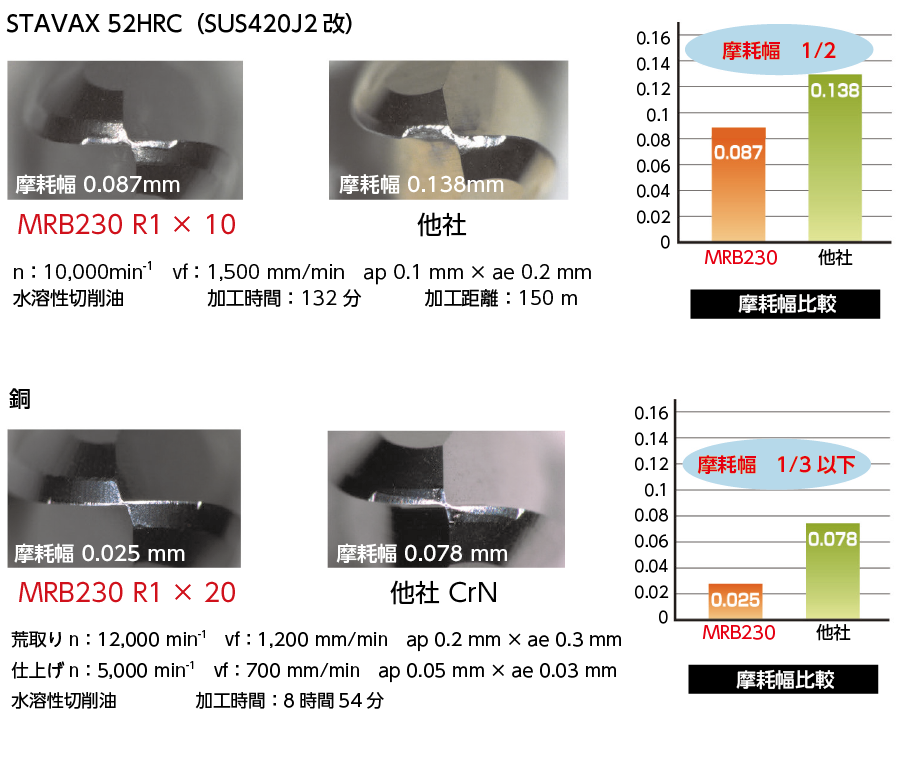
 無限コーティング
無限コーティング
「無限コーティング」はTiAIN(チタンアルミナイトライド)ベースのコーティングでありながら、高硬度鋼・調質鋼・生材・銅などの幅広い被削材に対して強い耐摩耗性と潤滑性を有しております。
 DLCコーティング
DLCコーティング
DLC(ダイヤモンドライクカーボン)コーティングは、ダイヤモンドに似た性質を持つ炭素膜で、ダイヤモンドとグラファイトの両方持つアモルファス(非結晶)構造のコーティングです。硬度が高く、摩擦係数は低く、膜の表面粗さRa0.02μmと非常に滑らかです。また耐溶着性にも優れているのでアルミ合金の加工で良好な仕上げ面を維持することが出来ます。
 ダイヤモンドコーティング
ダイヤモンドコーティング
結合材・不純物を含まない高純度ダイヤモンドによる優れた耐摩耗性と高密着化技術により、高い安定性を実現します。
 無限マイクロコーティング
無限マイクロコーティング
日進工具が得意とする外径0.1mm以下の極小径サイズ専用コーティングとして開発されたTiAIN(チタンアルミナイトライド)ベースのコーティングです。
 Xコーティング(生産終了 2020.08)
Xコーティング(生産終了 2020.08)
Xコーティングは、TiCN(チタンカーボンナイトライド)系のコーティングです。皮膜硬度が高く、その密着力も優れたコーティングですが、耐熱性が低い為、切削速度100m/min以上の高速加工領域では切削加工時に発生する切削熱に対応できない欠点もあります。従って、切削熱を緩和する湿式クーラントを用いた一般的な切削加工(切削速度 100m/min以下)で威力を発揮します。
各種コーティングの被削材適用表
| コーティング種類 | |||||||
|---|---|---|---|---|---|---|---|
| 無限コーティングプレミアムPlus | 無限コーティングプレミアム | 無限コーティング | DLC | 硬脆材用ダイヤモンド | グラファイト用ダイヤモンド | ||
| 被 削 材 |
〜70HRC | ||||||
| 〜65HRC | |||||||
| 〜60HRC | |||||||
| 〜52HRC | |||||||
| プリハードン鋼 | |||||||
| 生材 | |||||||
| 銅 | |||||||
| アルミ | |||||||
| 超硬・セラミック・ガラス | |||||||
| グラファイト・高シリコンアルミ・ガラス入樹脂 | |||||||