





Technology
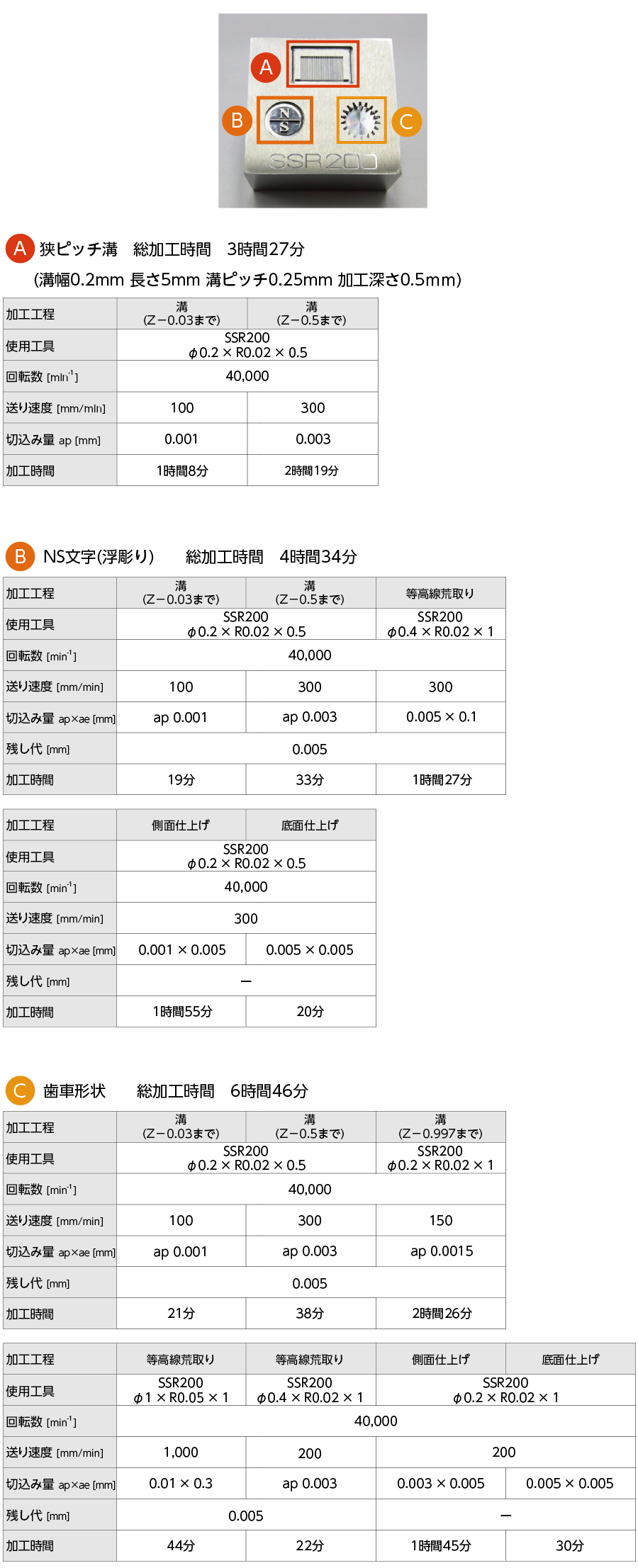
SSR200 高硬度鋼 微細複合加工形状

被削材 : PD613(60HRC)
ワークサイズ : 30×30mm
クーラント : オイルミスト
加工時間 : 14時間47分
使用工具
SSR200

●CBNの抜群の耐久性にコーナRの高能率加工を実現。
●切れ刃全体にわたるスムーズな連続刃付!コーナ半径精度±5μmにより抜群の面精度を実現可能。
●調質(プリハードン)鋼~70HRCの高硬度鋼まで対応。
●Φ0.1から規格拡大し、全172サイズに!
切削条件
加工結果
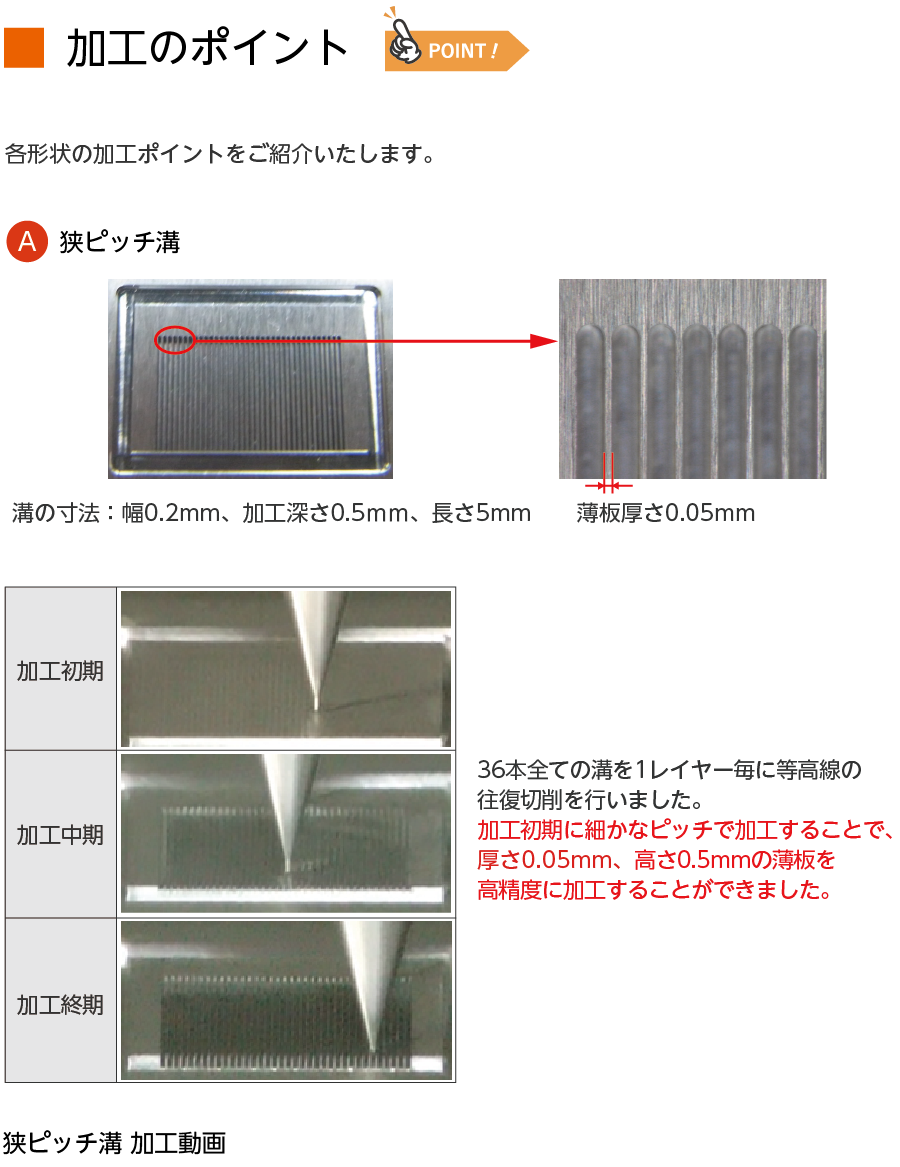

各形状の加工ポイントをご紹介いたします。
36本全ての溝を1レイヤー毎に等高線の往復切削を行いました。
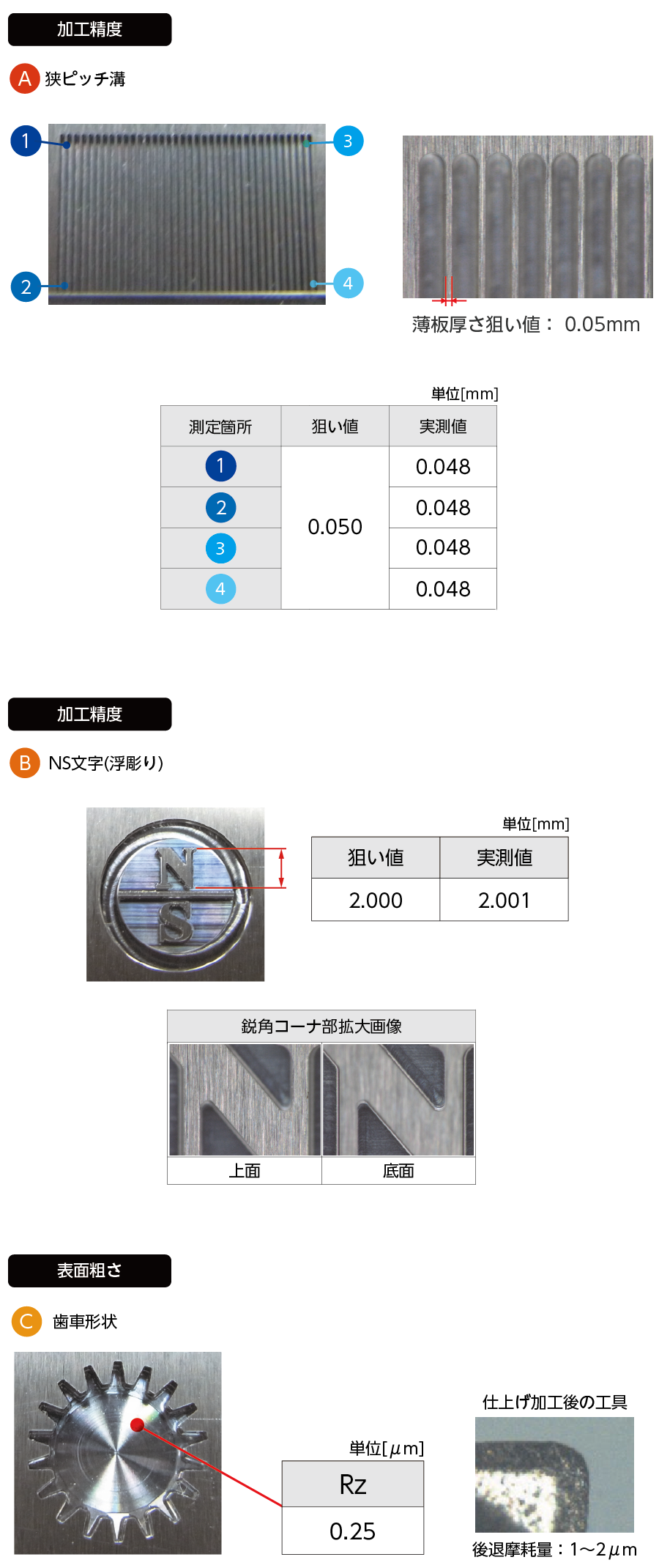
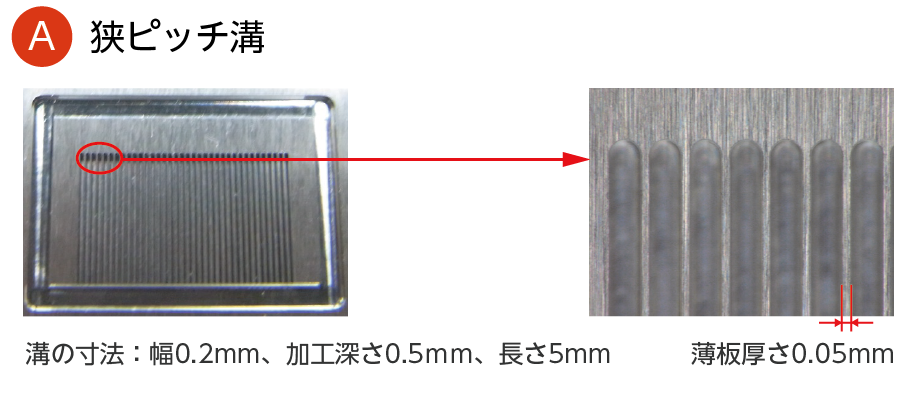
加工初期に細かなピッチで加工することで、厚さ0.05mm、高さ0.5mmの薄板を高精度に加工することができました。
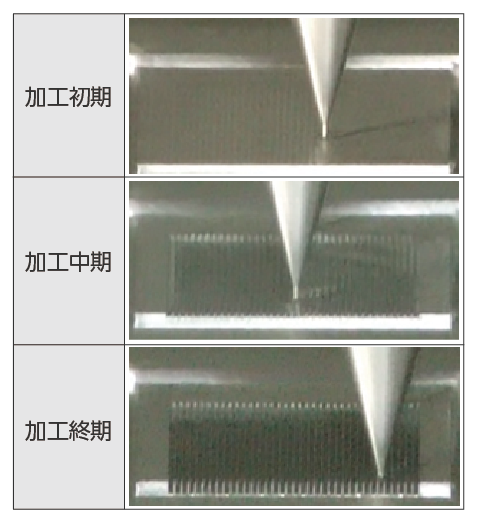
狭ピッチ溝 加工動画
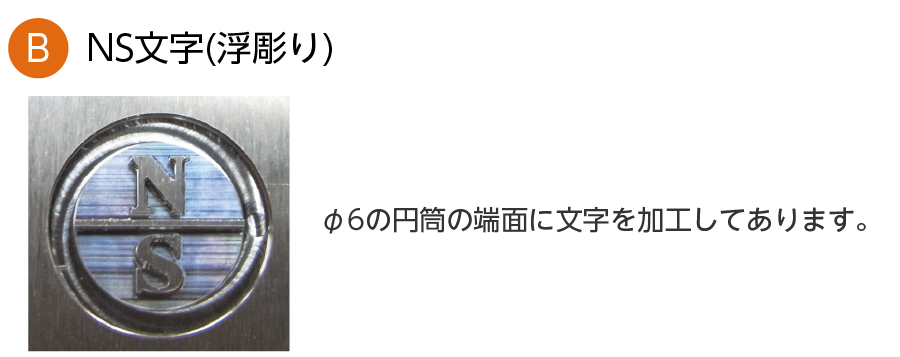
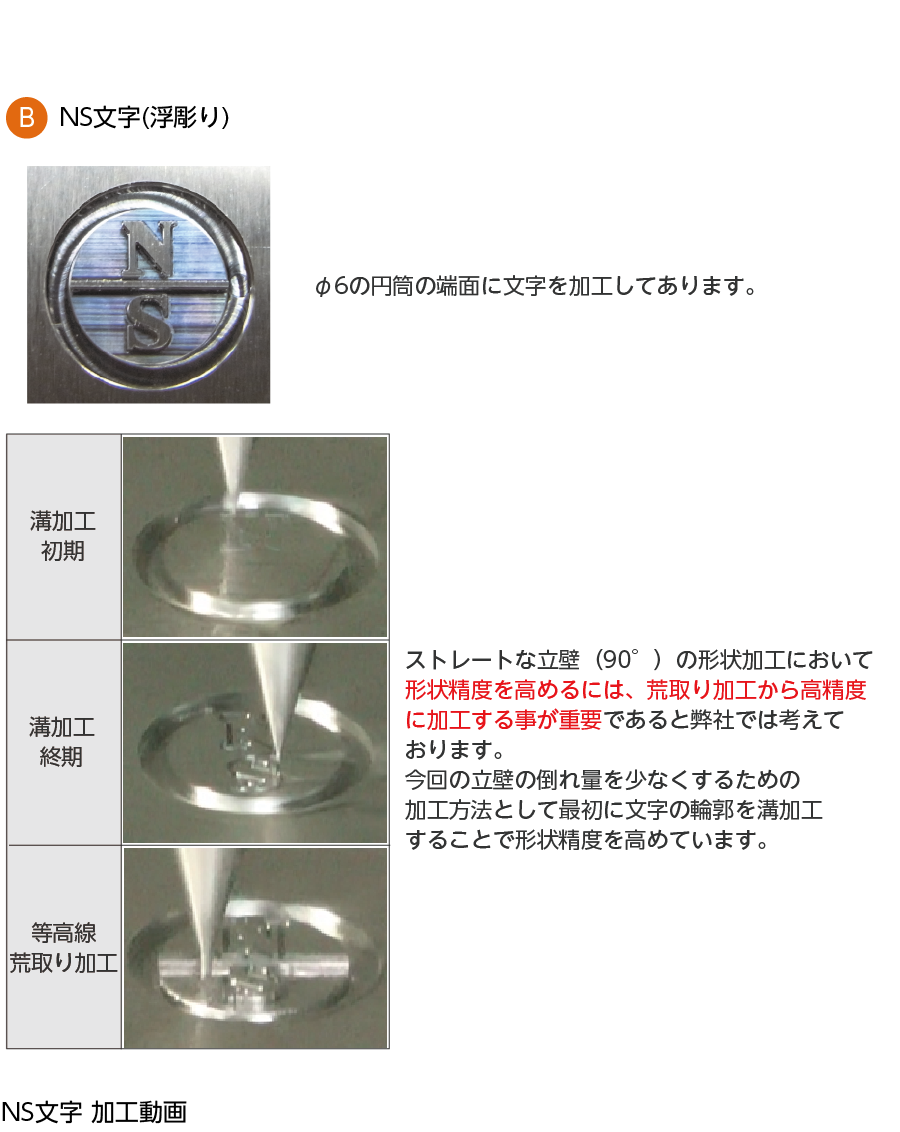
ストレートな立壁(90゜)の形状加工において形状精度を高めるには、荒取り加工から高精度に加工する事が重要であると弊社では考えております。
今回の立壁の倒れ量を少なくするための加工方法として最初に文字の輪郭を溝加工することで形状精度を高めています。
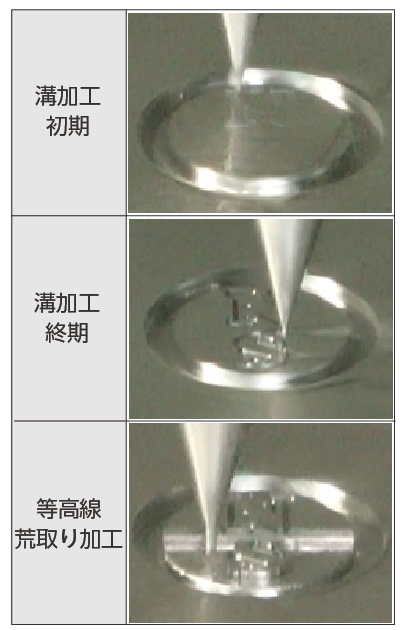
NS文字 加工動画

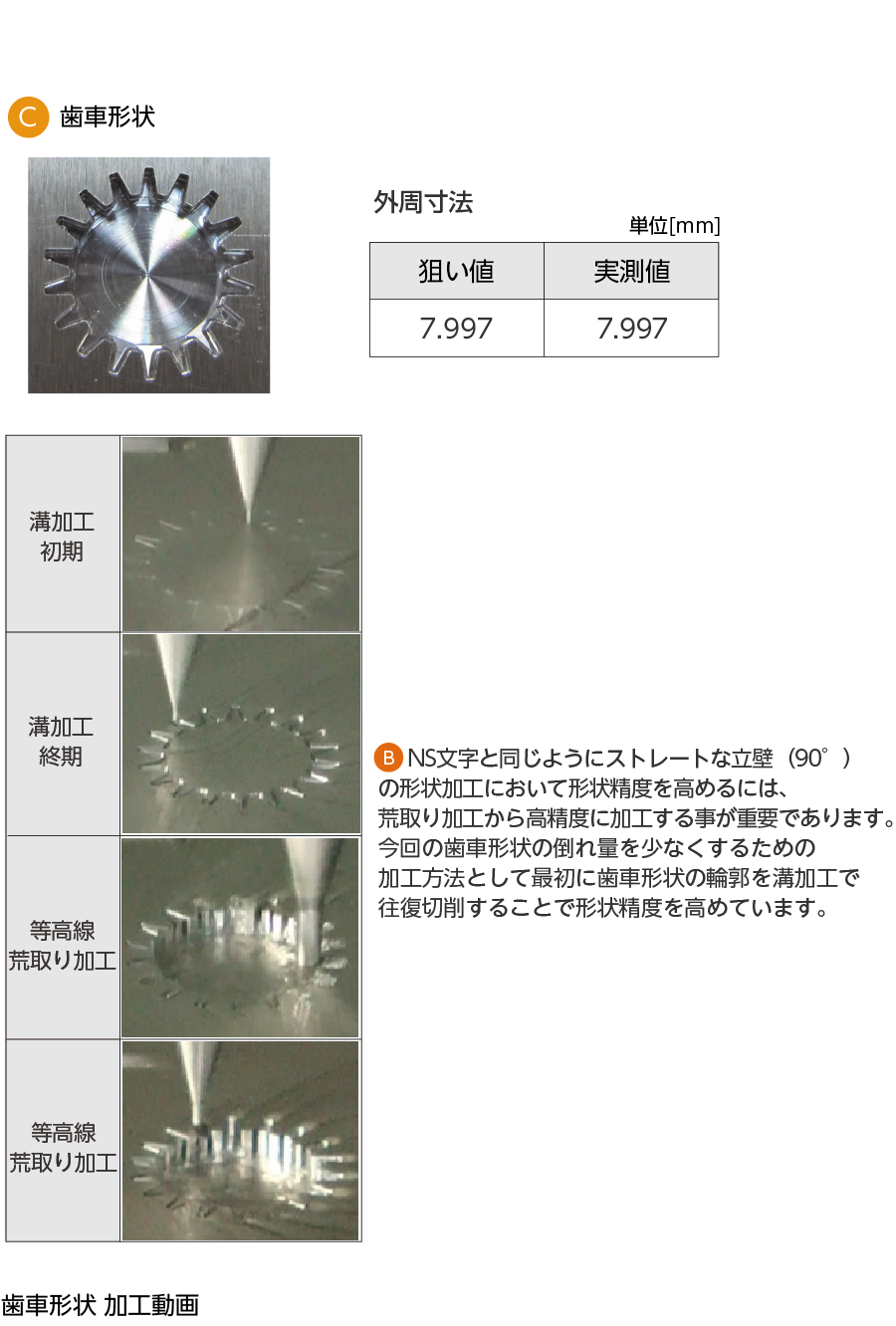
BのNS文字と同じようにストレートな立壁(90゜)の形状加工において形状精度を高めるには、荒取り加工から高精度に加工する事が重要であります。今回の歯車形状の倒れ量を少なくするための加工方法として最初に歯車形状の輪郭を溝加工で往復切削することで形状精度を高めています。
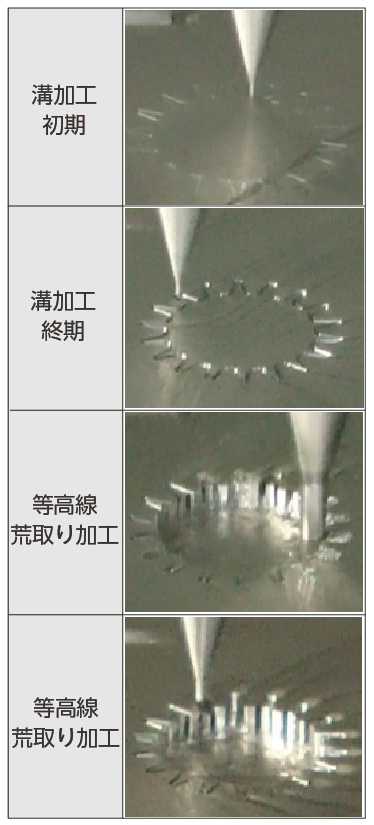
歯車形状 加工動画