





Technology
3-Axis Machining Model A5052 MFD / Flat Drill
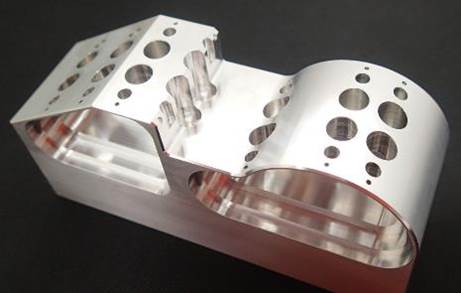
Work size : 30 × 100 mm
Material : A5052
Cutting time : 1min(Drilling process only)
Realized stable and high efficient drilling to inclined surface and side walls.
MFD drilling sample to various surface of A5052.
Tool
MFD
Φ1·Φ3·Φ6

•Stable drilling is realized in various scenes such as inclined surface and curved surface.
•High efficient counter boring.
•Possible to reduce rear burr.
Cutting Condition
| Cutting process | Drilling | ||||||||
| Tool | MFD φ1×2 | MFD φ3×6 | MFD φ6×12 | ||||||
| Cutting speed (m/min) |
65 | 140 | 140 | ||||||
| Spindle speed (min-1) |
20,000 | 15,000 | 7,500 | ||||||
| Drilling surface | Flat | Inclined / Curved |
Semicircular hole |
Flat | Inclined / Curved |
Semicircular hole |
Flat | Inclined / Curved |
Semicircular hole |
| Feed (mm/min) |
250 | 140 | 100 | 800 | 480 | 330 | 800 | 300 | 240 |
| Feed adjusting ratio from flat surface drilling | 100% | 56% | 40% | 100% | 60% | 41% | 100% | 37% | 30% |
| Feed per revolution (mm/rev) |
0.013 | 0.007 | 0.005 | 0.053 | 0.032 | 0.022 | 0.107 | 0.04 | 0.032 |
| Through hole (mm) |
1(1D) | 3(1D) | 6(1D) | ||||||
| Cutting depth of blind hole (mm) |
Max. 2(2D) | Max. 6(2D) | Max. 12(2D) | ||||||
| Coolant | Water soluble fluid | ||||||||
| Cutting time (2D / per hole) |
1 sec | 2 sec | 3 sec | ||||||
Comment
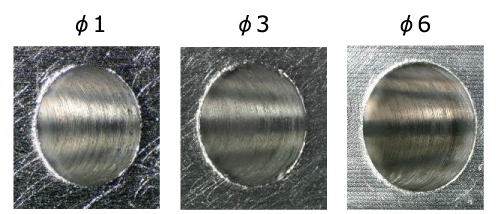
Through-end of curved surface

All tools cleared the hole accuracy H8 in the drilling to flat surface.